客户联系我们寻求一种现场解决方案,以帮助减少对经验丰富的焊工的需求以及稳定增加的产量。作为一个额外的好处,我们减少了人体工程学问题、起重机镐的数量以及整个零件材料的处理时间。
在该项目中包括两个独立的机器人工作单元配置。这两种单元配置旨在适应各种焊件尺寸、形状和焊枪可达性要求。
第一个机器人单元是索引 2 轴定位器单元。这称为双站系统,每个站都使用双轴伺服驱动定位器。在 2 轴定位器单元配置中,大部分设备安装在钢托盘上,以便于安装。
第二个机器人单元是单站配置,使用带有 Floortrack 和大型双轴定位器的单个机器人。
该机器人安装在伺服驱动轨道上,以增加其工作范围并允许从不同的点和角度接触焊件。
这种单元配置非常适合吊臂部分和支腿焊件等零件。
Skyhook Cell 是一种更传统的单元设置,直接安装在建筑物的地板上。该单元选择了钢底板,
它可以容纳定位器和 RTT 单元,以减轻地基问题。
安全和焊接设备使每个单元成为功能齐全的独立单元。
这些系统每班由两名经验丰富的焊工执行工作,在这种两班制操作中,工厂无需再寻找四名经验丰富的焊工。
这些零件所需的焊接对于操作员来说非常困难,并且需要多次重新定位零件才能完成组件的焊接。
机器人可提供极其可重复的焊接质量,定位器可对零件进行定向,以实现理想的焊接条件。
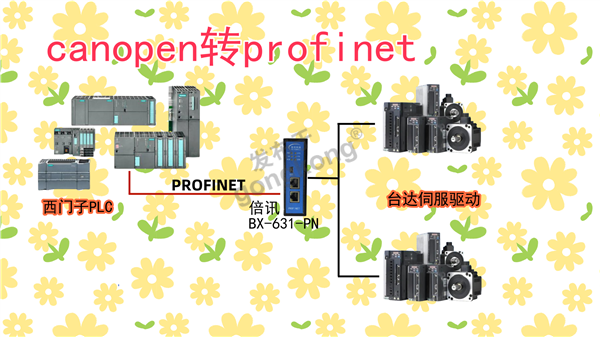
使用canopen转profinet此方案是增加了产量,极大地改善了人体工程学,提高了安全性,
因为起重机要求减少到以前工艺的四分之一,并且焊接质量更高。
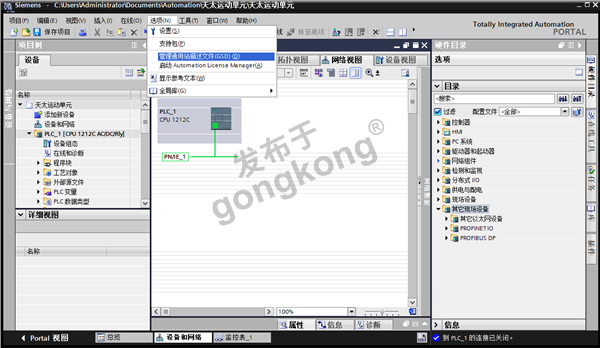
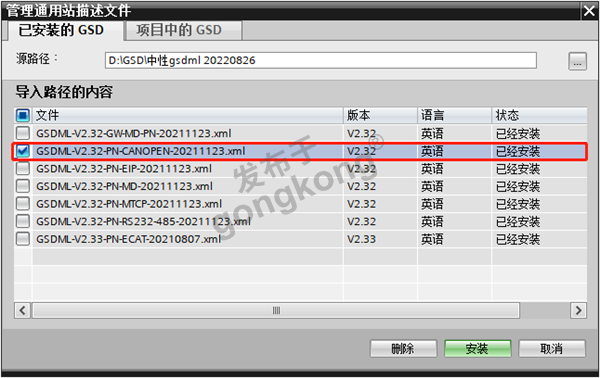
1、首先从西门子组态安装GSD文件开始,选择GSD所在文件夹,勾选并安装。紧接着组态对型设备,PLC与profinet转canopen网关进行分配,连接IO控制器 PLC_1 PROFINET端口_1;
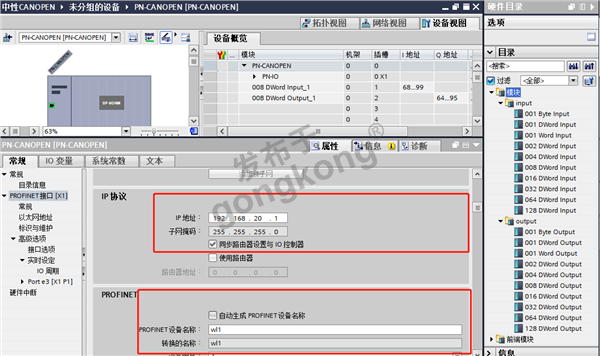
2、PLC与profinet转canopen网关连接后,需要修改profinet转canopen网关的IP地址和PROFINET名称;
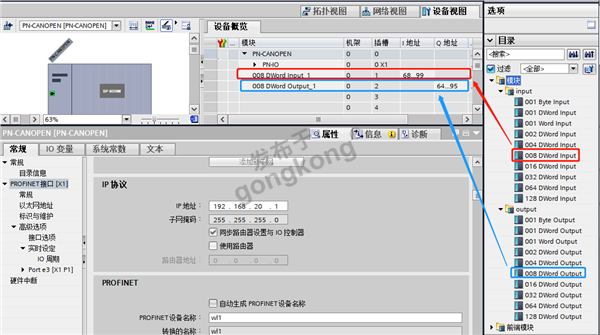
3、设备名称和IP地址修改完成后需要添加所需字节数,双击profinet转canopen网关模块,通过右侧模块添加Input(输入),Output(输出),最后下载到设备。
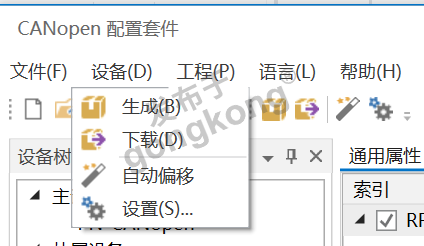
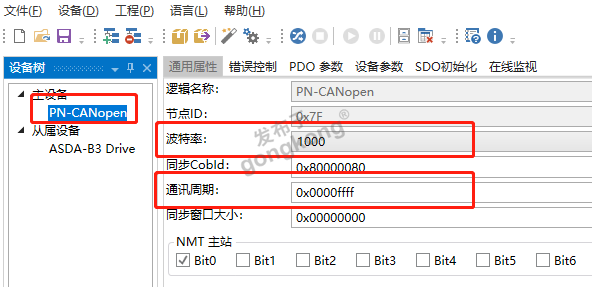
4、以上是西门子组态中的配置操作已经完成,需要注意的已经用红色字体标注。接下来是对网关的配置软件进行参数配置。打开CanOpen Configuration Tools,关于主设备通用属性参数设置。波特率要与从站设备一致,通讯周期0x00000000改成0x0000ffff;
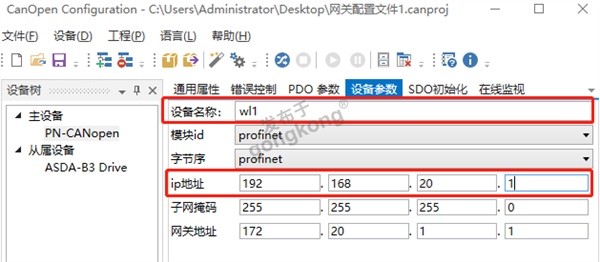
5、此界面设置profinet转canopen网关在profinet网络中的设备名称及IP,要与plc组态软件中保持一致。(注意:如果名称中有特殊符号或中文那么需要与转换的名称保持一致);
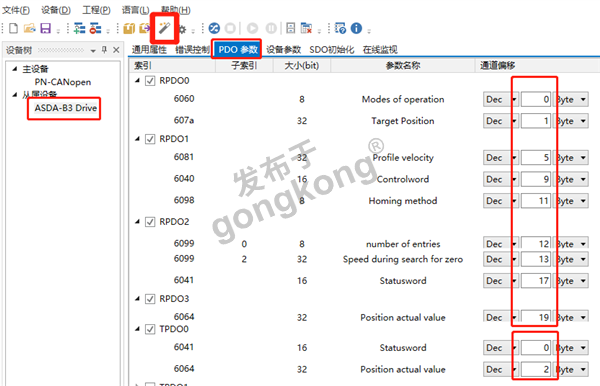
6、从属设备参数,在PDO参数中添加所需参数。单击RPDO、TPDO将传输类型修改成Event-driven(manufacturer)—事件触发;
7、配置完成后下载配置到profinet转canopen网关,先点击设置。搜索profinet转canopen网关默认IP(电脑要与profinet转canopen网关保持在同一网段否则无法下载),下载成功后软件左下角会有成功提示文字显示;
8、通过配置软件设置对从属设备参数设置后进入PLC监控界面对伺服器进行控制;