
TC4钛合金作为一种α+β双相钛合金,综合性能优良,能在400℃下长时间工作。由于其良好的高温性能,可用于制造航空发动机压气机盘、风扇、叶片及框梁等承力构件。为了满足航空焊接构件日趋轻质化和复杂化的要求,厂家采用电子束焊接TC4钛合金航空构件。
众所周知,在焊接过程中存在着较大的温度梯度,这会导致焊后接头产生较高的焊接残余应力;较高的拉应力会降低接头的疲劳强度和抗腐蚀性能,而较高的压应力也会降低结构的稳定极限。由于焊接残余应力对航空构件的强度和寿命有一定的影响。因此,近年来TC4钛合金等航空构件的焊接残余应力越来越受到人们的关注。
本文主要是采用盲孔法测试分析电子束焊接试板残余应力的分布趋势,为选取电子束焊接工艺参数提供一定的理论依据。
TC4钛合金电子束焊接试验研究
选用TC4钛合金材料,试板尺寸为300*150*12mm。用钢丝刷打磨试板表面,去除氧化膜,再用酒精棉擦拭干净,置于电子束机上进行焊接。TC4钛合金焊缝成形较好,焊缝正面宽8.5mm,背面2mm。
电子束焊接TC4钛合金试板残余应力测试研究
采用盲孔法对TC4钛合金电子束焊接试板进行测试研究。钻一个孔径为φ2mm,深2mm的盲孔,采用南京聚航科技有限公司的JHMK残余应力测试系统,由JHYC静态应变仪和JHZK残余应力装置组成,多点测量,全软件设置,可自动实时计算残余应力,测量结果直观明了,仪器精度高。
测点布置
考虑到传统焊接残余应力的分布特点,在垂直于焊缝的TC4钛合金试板的中心线上,以焊缝为中心在焊缝两侧间距一定的距离,使用JH-496胶水粘贴应变片,静止固化后准备测试。
测试时间的影响
将应变片连接到JHYC静态应变仪上,应变仪调零,进行钻孔测试。考虑到钻孔后孔边温度的恢复和残余应变的释放,对TC4钛合金焊接试板的测试时间进行了研究。根据仪器自身的精度,每间隔300s或600s测量一次,当两次差值在5μs内终止测量。从测量数据可以看出,对与TC4钛合金试板钻孔后30-40min内,残余应变可完全释放。
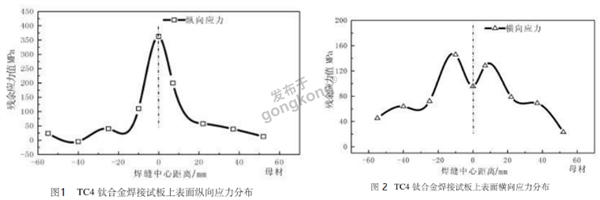
TC4钛合金电子束焊接接头上表面各点残余应力分布以纵向应力为主,如图1、2所示,横向应力值相对较小。焊缝及近缝区的纵向应力为拉应力,随着离焊缝中心距离的增大,拉应力值逐渐减小;且焊缝中心的应力峰值达到362.95MPa,如图1。Tc4钛合金试板测试结果
横向残余应力的分布趋势如图2所示,焊缝两侧有两个应力峰值,应力的分布也以拉应力为主,应力值在23-146MPa之间变化。
TC4钛合金试板焊接残余应力分布趋势,符合焊接残余应力分布的传统规律,且纵向应力值较低,这说明所采用的12mm厚TC4钛合金中压电子束焊接工艺是较为合适的。
上述结果与文献中残余应力的分布趋势基本一致。由此可见,虽然电子束焊接能量密度高,焊接过程中接头温度梯度较大,但由于焊缝窄、热影响区小,焊接速度快、线能量不是很大,电子束焊接过程中产生的固有相变将不会很大,产生残余应力也不会高。因此,对于钛合金航空发动机构件,采用合适的电子束焊接工艺,可以改善接头的残余应力分布,这将提高结构的疲劳寿命及抗腐蚀能力。
结论
1. 采用盲孔法测试电子束焊接残余应力分布准确性较高,尤其是适用于TC4钛合金中厚板材料测试。对于不同厚度的TC4钛合金试板,钻孔后焊接残余应变完全释放的时间是不同的,需要通过试验测试研究。
2. 对于12mm厚TC4钛合金电子束焊接试板,其上表面焊接残余应力的分布趋势符合传统的焊接应力分布规律。
3. TC4钛合金电子束焊接试板上表面焊接残余应力峰值低于母材的屈服强度,残余应力主要以纵向应力为主。

