
一、项目背景
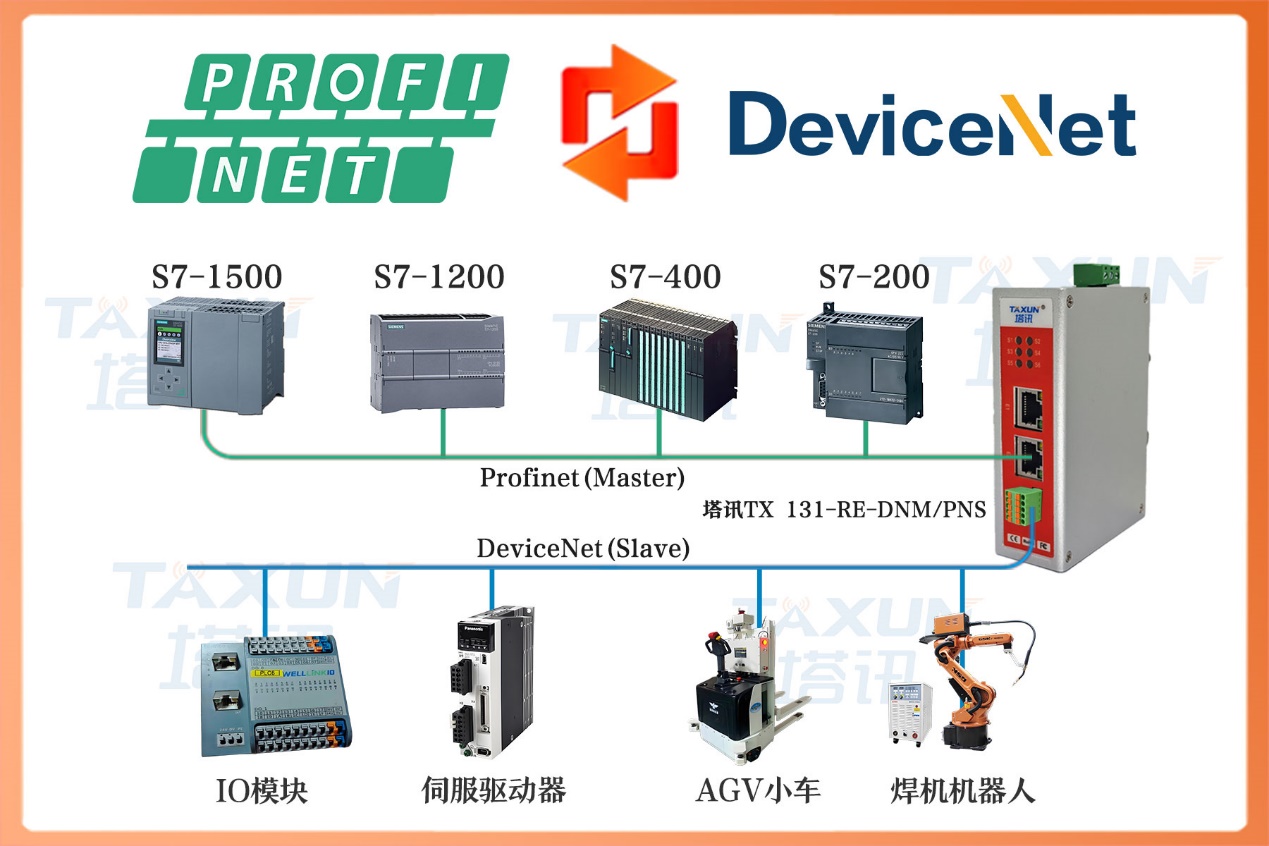
某新能源科技有限公司专注于动力电池电芯及模组的研发与生产,其新建的方形动力电池装配流水线面临着设备协议不兼容的关键问题。该生产线核心控制单元采用西门子 1200 系列 PLC,需实时采集电池极片对齐检测、电芯定位、模组装配到位确认等关键工位的传感器数据。而现场选用的检测设备为劳易测 LEUZE PRK55 系列光电传感器,该传感器默认通讯协议为 DeviceNet,与西门子 1200 PLC 支持的 ProfiNet 协议无法直接通信。若更换传感器或 PLC,将导致设备成本大幅增加且延误生产工期。为解决这一协议互通难题,项目最终选用塔讯品牌的TX 131-RE-DNM/PNS型号协议转换网关,通过其 DeviceNet 主站与 ProfiNet 从站的双重角色,搭建起两大设备间的通信桥梁。
二、 核心设备清单
1.协议转换网关:塔讯 TX 131-RE-DNM/PNS,支持 DeviceNet 主站与ProfiNet从站模式切换,兼容工业级环境,数据传输延迟≤10ms,满足生产线实时性要求。
2.可编程逻辑控制器:西门子S7-1214C DC/DC/DC(,作为 ProfiNet 主站,负责生产线整体逻辑控制与数据处理。
3.光电传感器:劳易测 LEUZE PRK55(型号 PRK55B.T3/4P - M12),具备高精度检测功能,检测距离 0 - 200mm,适配电池生产的高精度定位需求。
4.辅助设备:西门子ProfiNet工业交换机(SCALANCE XB005)、DeviceNet 专用通讯电缆(屏蔽双绞电缆)、电源模块等。
三、实施方案
(一) 硬件连接部署
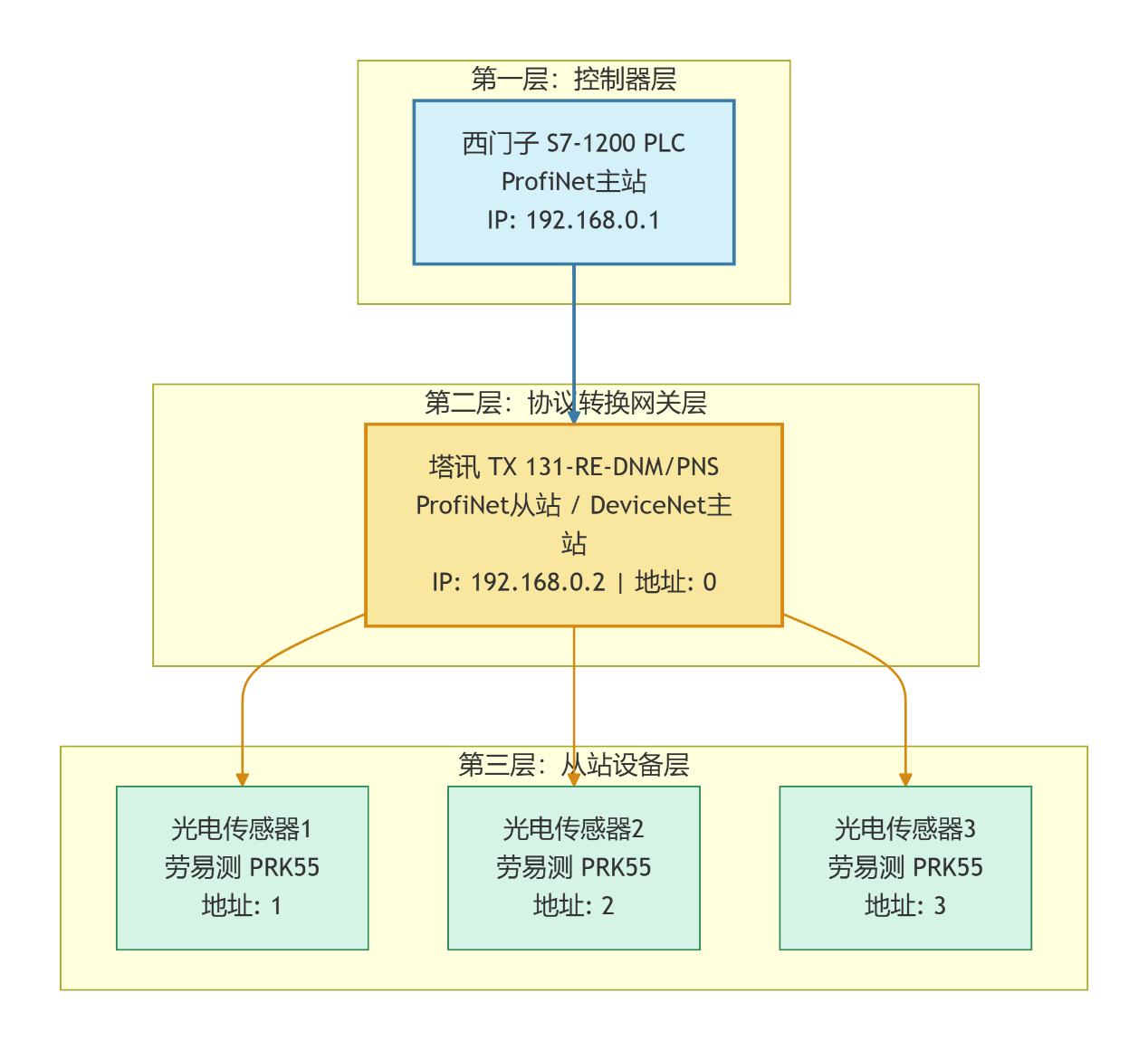
1.ProfiNet 网络连接:西门子 S7-1214C PLC 的ProfiNet以太网口通过工业以太网线连接至 SCALANCE XB005 交换机,塔讯TX 131-RE-DNM/PNS智能网关的 ProfiNet 从站以太网口同样接入该交换机,组成 ProfiNet 星型网络。为保障网络稳定性,为 PLC 分配固定 IP 地址 192.168.0.1,网关分配 IP 地址 192.168.0.2,子网掩码统一设置为 255.255.255.0。
2.DeviceNet 网络连接:将塔讯TX 131-RE-DNM/PNS工业级协议转换网关的 DeviceNet主站接口通过专用屏蔽电缆,与 4 台劳易测 LEUZE PRK55 光电传感器的DeviceNet接口串联。在总线两端安装 120Ω 终端电阻,防止信号反射。传感器地址分别设置为 1、2、3、4,网关作为主站地址设为 0,总线波特率统一配置为 500kbps。
3.供电配置:所有设备采用 24V 直流稳压电源供电,网关与 PLC 共用一路电源,传感器单独分配一路电源,避免供电干扰。

(二) 网关参数配置
1.安装塔讯专用配置软件 TX Config Tool,通过以太网连接网关,读取设备默认参数。
2.在DeviceNet主站配置界面,添加劳易测 LEUZE PRK55 传感器的 EDS文件,自动识别传感器型号及通信参数。逐一映射传感器的检测状态、故障信号等输入点,以及校准控制信号等输出点。
3.切换至ProfiNet从站配置界面,设置网关的ProfiNet设备名称为 “TX131 - PNS - 001”,勾选 “支持实时数据交换” 选项,将 DeviceNet 侧映射的数据点同步映射至 ProfiNet 的 I/O 地址区,其中输入区地址为IW100-IW106,输出区地址为QW100-QW102。
4.配置完成后点击下载,重启网关使参数生效。

(三) PLC 程序组态
1.打开西门子博途软件 TIA Portal V17,新建项目并添加 S7 - 1214C PLC 硬件。通过 “在线与诊断” 功能连接 PLC,完成固件更新。
2.导入塔讯TX 131-RE-DNM/PNS工业级协议转换网关的 GSD 文件,在ProfiNet网络组态界面添加该网关,输入预设的 IP 地址和设备名称,建立PLC与网关的ProfiNet通信连接。
3.编写控制程序,通过调用 PLC 的 I/O 地址读取网关传输的传感器数据。例如,通过 IW100 读取 1 号传感器的检测状态,当值为 1 时判定极片对齐,触发下一步装配动作;当 IW105 的值为 1 时,判定 4 号传感器故障,触发报警程序。同时,通过 QW100 输出信号控制传感器进行定期自校准。
4.下载程序至 PLC,进行在线监控调试,确保数据读写正常。
四、应用效果
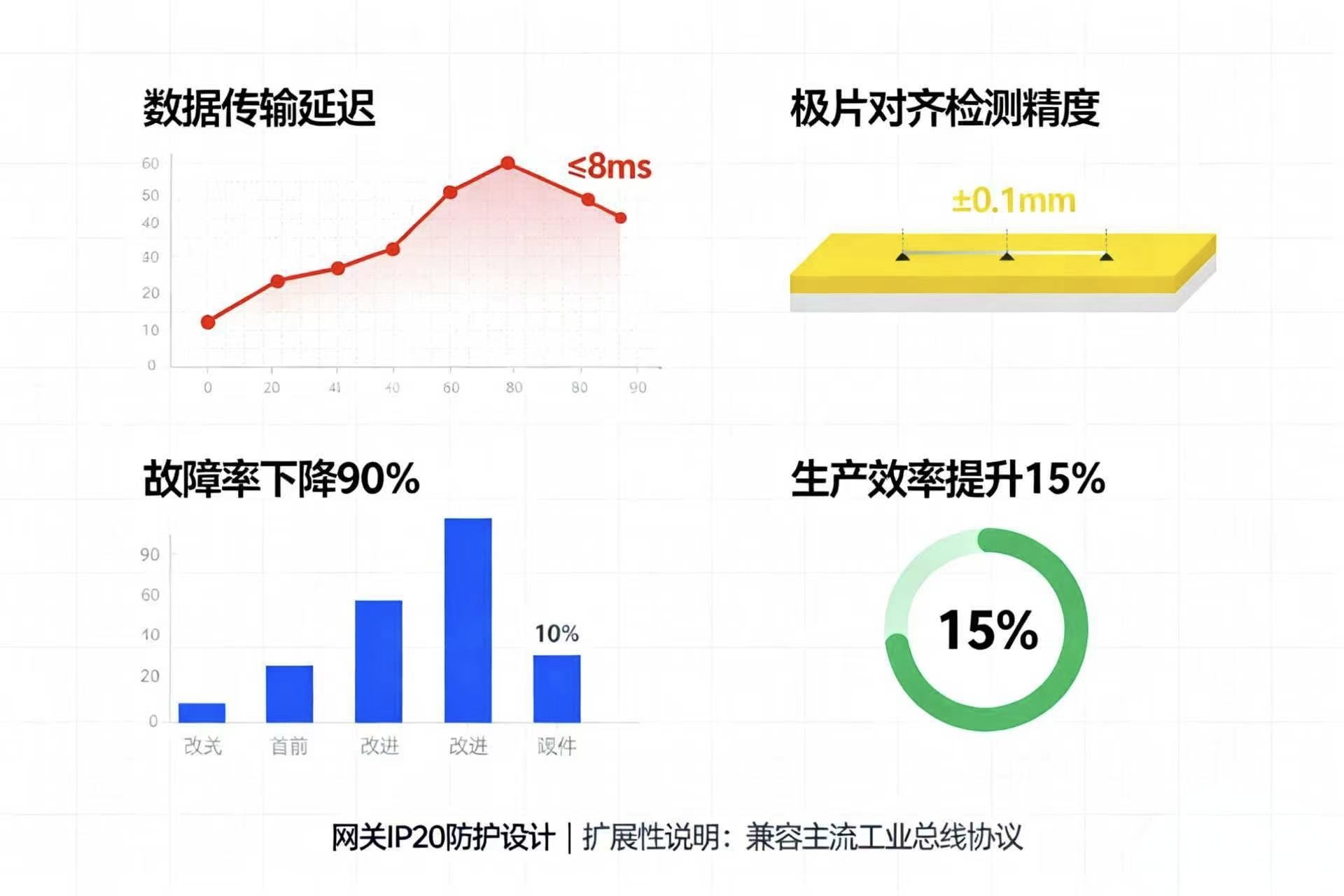
该方案实施后,生产线设备通信稳定性显著提升。塔讯TX 131-RE-DNM/PNS工业智能网关实现了DeviceNet与ProfiNet协议的无缝转换,数据传输延迟稳定在 8ms 以内,满足动力电池生产的实时控制需求。劳易测光电传感器的检测数据精准传输至西门子 PLC,极片对齐检测精度达到 ±0.1mm,完全符合生产工艺要求。
运行三个月以来,设备无一次通信故障,较之前的临时解决方案,生产线故障率下降 90%,生产效率提升 15%。同时,网关的工业级防护设计(IP20)适配车间高温、粉尘环境,无需额外维护。该方案不仅解决了协议兼容难题,还为后续生产线扩容预留了接口,可直接新增传感器接入网关,具备良好的扩展性。

五、项目总结
塔讯TX 131-RE-DNM/PNS协议转换网关凭借稳定的协议转换性能,成功解决了新能源电池生产线中西门子 PLC 与劳易测传感器的通信瓶颈。其简洁的配置流程、高兼容性和工业级稳定性,完美适配新能源生产场景的严苛要求。该应用案例为同类新能源企业解决不同协议设备互联问题提供了可复制的参考方案,兼具技术价值与经济价值。

