伴随着国内新能源汽车市场的强劲增长,国内激光焊接产业迅速崛起。激光焊接在动力电池生产的中道和后道生产过程中得到广泛应用,包括电池模组连接片焊接、防爆阀焊接、以及极耳的焊接等关键工序。
新能源汽车的动力电池焊接质量直接关系到电池连接的可靠性和使用寿命,因此优化传统激光焊接工艺流程存在的问题变得至关重要。

传统激光焊接存在的问题:
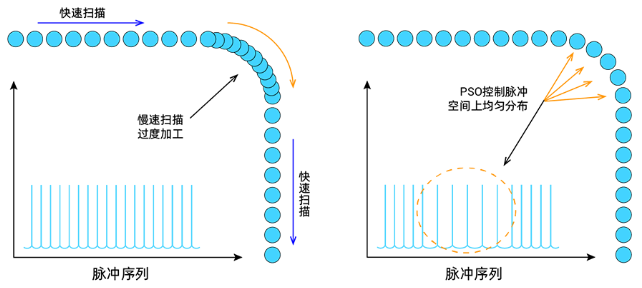
在进行高速的焊接复杂轨迹时,传统的丝杆导轨伺服电机系统会在机构高速运行下导致焊接头在复杂加工轨迹下会导致过度加工、焊缝深宽比过大等问题,尤其是在倒角处,焊接头的运动速度会降低,从而造成了焊接过程的速度不稳定导致激光加工能量密度分布不均,影响焊接效果。
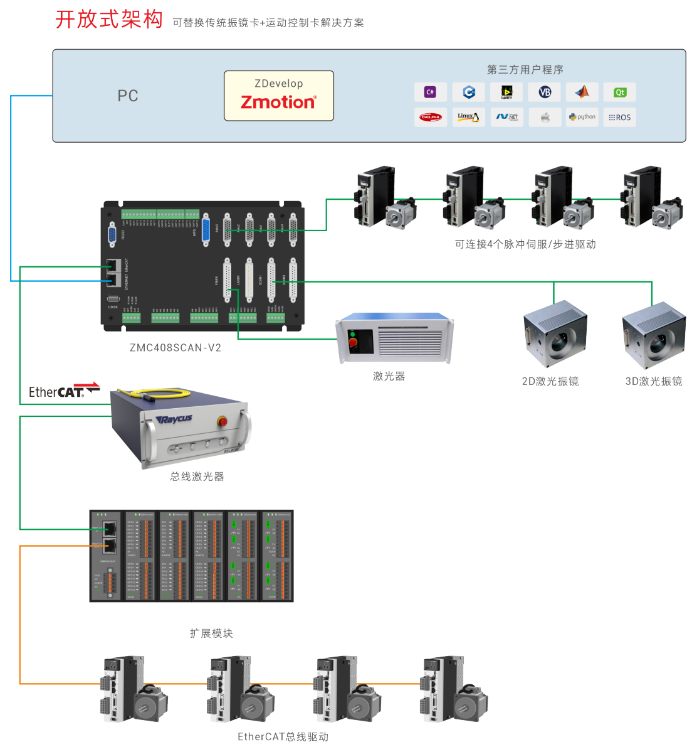
正运动技术解决方案:
在此背景下,正运动技术的开放式激光振镜运动控制器ZMC408SCAN-V2脱颖而出。凭借其高效稳定、开放易用、振镜、激光和轴控三合一的优势,成为新能源汽车制造企业的首选。同时支持高速PSO、PWM、速度前瞻等功能,可确保激光加工轨迹平滑,提高产品品质和产能。
当应用于高功率激光振镜系统进行软连接片的焊接,ZMC408SCAN-V2可实现每秒200-300毫秒的速度进行圆弧轨迹焊接,甚至在一些模组上应用于S形、螺旋曲线等复杂激光加工轨迹,可完美规避传统系统存在的问题。

传统激光焊接方案痛点
●标准激光系统软件操作复杂,产线非标定制需求难以响应;
●运动控制卡与激光振镜卡独立控制,应用软件开发难度较高;
●伺服平台激光焊接方式速度受限制,高速加工复杂轨迹效果不佳。
正运动技术解决方案
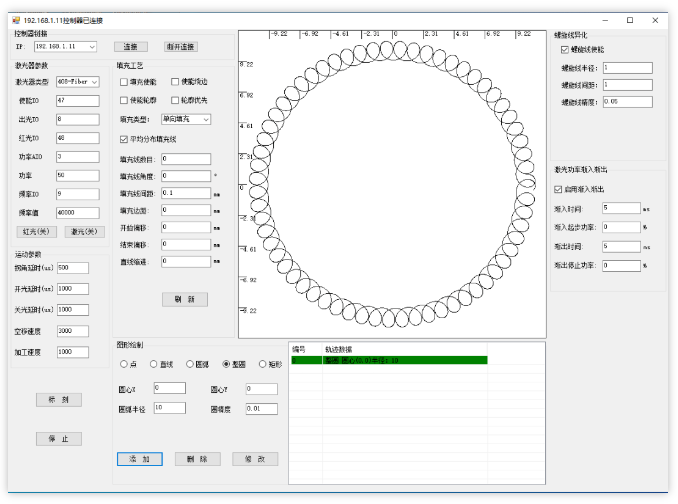
采用示教编辑方式,自动生成加工轨迹,支持螺旋线,渐开线等焊接工艺曲线。
1、操作流程:
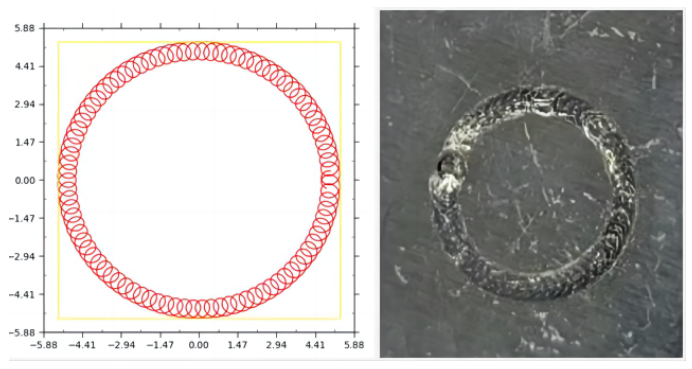
2、焊接效果图:

●振镜轴与伺服轴联动插补;
●灵活的激光器功率调整:可根据激光器类型及接线配置自由调整相应激光器参数;
●可设置加工速度和延时工艺参数,精准控制焊接过程,适应不同材料和焊接需求;
●支持C++,C#等多种开发方式、提供专用激光函数库及应用案例,助力设备系统商快速开发交付;
●螺旋线形轨迹焊接功能:通过光斑沿焊接方向高速旋转运动,实现不同焊缝深宽比,无需改变外光路条件。
1、螺旋线型轨迹:
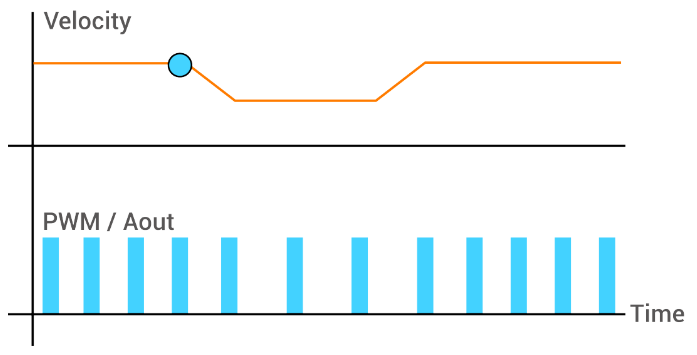
2、激光功率控制:
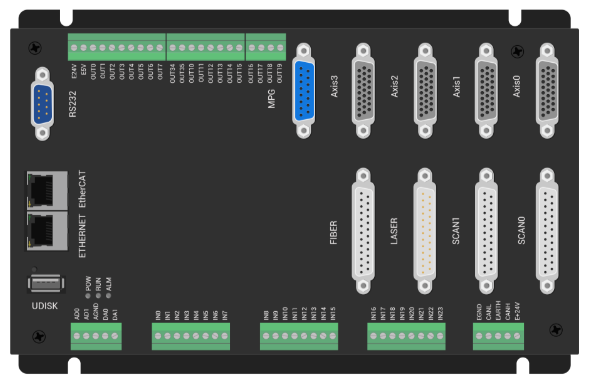
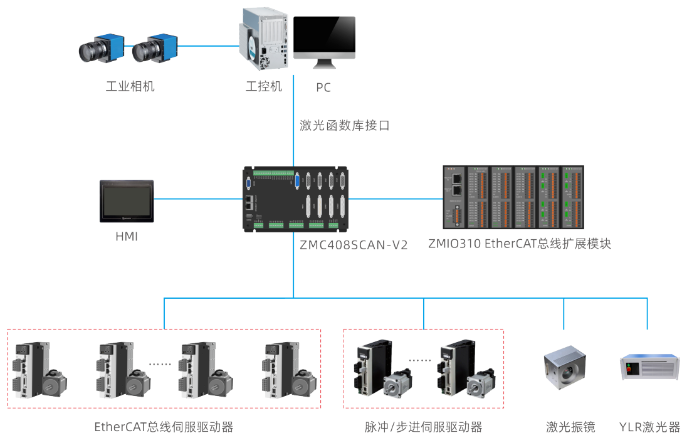
独立式激光振镜运动控制器,集成激光控制、振镜控制和总线轴/脉冲轴控制,助您实现高效精准的EtherCAT总线运动控制+激光振镜解决方案。