紫外固化与热固化深度对比:哪种更适合光学镜头封装? 点击:5 | 回复:0

很多光学工厂都遇到过这种生产难题:镜头封装使用紫外胶水,结构阴影区域固化不完全,返工率居高不下;更换热固化工艺后,又容易出现镜片位移、成品跑焦等不良问题。即便选用参数达标的胶粘剂,最终成品稳定性依旧参差不齐,究其根本,大多是固化工艺选型与现场制程不匹配所致。
在精密光学制造领域,固化工艺的优劣直接决定产品装配精度、结构可靠性与整体生产良率。对于镜头这类高精密光学组件封装作业,固化方式的合理选择,更是直接影响成品成像效果与长期使用寿命。本文全面对比紫外固化与热固化两大主流工艺,结合镜头生产实际场景,梳理最贴合量产需求的应用方案。

一、两种固化方式的机理与实际应用特性
紫外固化主要依靠 365nm 主流波长 UV-LED 光源进行照射,光线触发胶水内部光引发剂发生化学反应,快速促使胶体完成聚合凝固,整体固化时长可控制在数秒至数十秒之间。该工艺最大优势就是固化速度快、整体收缩率低,生产全程无有害物质挥发,符合无尘车间生产标准。同时紫外光源不含红外热量,加工过程工件温升极低,能够完美适配各类热敏型精密光学元器件组装。但紫外固化存在明显使用短板,光线无法穿透不透光材质,镜头多层堆叠结构、边角隐蔽阴影位置,无法完成有效固化,仅适用于透光性良好的简易结构封装。除此之外,普通 UV 胶水长期处于户外光照、高低温交替环境中,容易出现胶体发黄、硬化脆化现象,会缩短镜头整体使用寿命。
热固化工艺依靠恒定温度加热,驱动环氧树脂类胶粘剂发生交联反应完成固化,行业内常用低温配方胶水,可在 60℃-80℃区间完成完整固化流程。热固化不受光线遮挡限制,无论复杂多层结构,还是隐蔽死角位置,都能实现全方位均匀固化,固化成型后胶体粘接强度高、密封性能出色,结构稳固性极强。缺点在于固化工序耗时久,生产效率偏低,整体生产能耗更高。升温速度把控不当,极易在胶体内部形成气泡,埋下密封隐患;对于搭载感光芯片、对焦组件的精密镜头,环境温度过高极易引发零部件热胀冷缩,造成光学轴心偏移,诱发批量品质问题。
二、两大固化工艺核心差异对比
三、光学镜头封装专属生产需求
镜头封装属于超高精度装配工序,胶粘剂不只是起到简单固定作用,更是把控光学精度、密封防护、抗震耐温的核心材料。如今镜头产品逐步朝着微型化、集成化、多功能化方向发展,封装用胶不仅要满足快速生产需求,还要兼顾低温低应力、低气体挥发、多材质兼容等多重硬性标准。
胶水固化阶段产生的体积收缩,是影响镜头品质的核心因素,一旦收缩率超出合理范围,极易造成镜片偏移、焦距偏移,直接导致成品成像模糊。不同材质热膨胀系数存在差异,温度波动产生的内应力,还会造成光学元件表面轻微形变,破坏原有光学设计标准。
在实际品控检测中,行业普遍依靠应力衍射纹判定装配品质:应力分布均匀的合格镜组,衍射纹路规整对称;一旦纹路出现扭曲、歪斜,就代表胶水收缩不均、温度应力超标,这类产品投入使用后,极易出现各类成像故障,也是光学工厂出厂必检的关键项目。与此同时,镜头内置各类精密电子感应元件,对高温环境耐受度极低,高温固化极易造成元器件不可逆损伤。
四、工艺选型分析与行业主流方案
单一固化工艺,已经很难满足现阶段多元化镜头量产生产需求。纯紫外固化受结构遮挡限制,适用范围狭窄;纯热固化效率低下、温度风险高,无法适配高速精密产线。
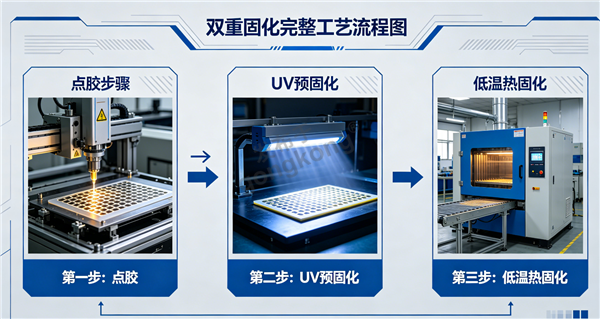
随着车载成像镜头、主动对焦 AA 镜头等高规格产品量产需求持续上涨,UV + 低温热双重固化已经成为行业主流优选工艺。该工艺采用分步作业模式,首先利用紫外光快速照射完成预固定,短时间内锁定镜组装配位置,杜绝装配偏移;再采用 80℃以内低温匀速升温,完成隐蔽死角位置深度固化,既保留紫外固化高速量产、低应力的优势,又补齐热固化全位置粘接牢固、密封性强的特点。
快速选型实用参考
简易透光镜头、热敏元件密集产品、追求高效量产:优先选用纯紫外固化工艺 多层堆叠复杂镜组、注重长期密封防护、无精密热敏配件:优先选用低温热固化工艺 车载高清镜头、工业精密检测镜头、高端对焦镜头:统一采用 UV + 热双重固化工艺
五、自动化制程赋能,稳住固化工艺量产品质
再好的固化工艺,都需要专业自动化设备落地落地量产。在光学镜头封装生产中,精密点胶轨迹把控、固化光源能量调节、恒温曲线管控、高精度同轴对位等关键工序,一旦管控不到位,就容易拉低整体生产良率。
湖北锐翼智航科技有限公司深耕精密自动化领域,坚持以自动化赋能精密制造,面向光学镜头封装行业打造一站式成套自动化解决方案
结语:
选对固化方式,良率提升立竿见影;搭配自动化制程,品质与产能双赢。
关注我,持续分享镜头装配、点胶密封、固化管控等实用生产工艺,助力光学行业打造高标准智能化量产产线。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
