双工位镜头组装机:原理、技术与产业应用 点击:121 | 回复:0

在光学镜头组装设备不断追求更高产能与更强工艺兼容性的进程中,双工位结构已成为行业的主流选择。与传统的单工位设备逐次取放、逐一组装的工作模式不同,双工位镜头组装机通过两个独立工位的并行协同作业,在硬件投入增幅有限的前提下,将单位产能推升至新的量级,同时兼顾了多种镜头之间快速切换的生产柔性。
一、双工位设计与并行作业的结构原理
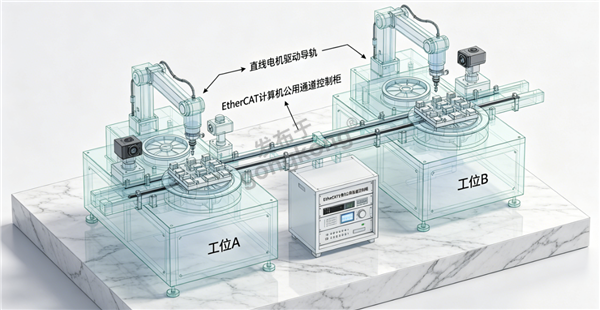
理解双工位镜头组装机,首先需要把握其区别于单工位的核心结构设计。一台典型的双工位镜头组装机,其整体架构包含机台、移动机构、镜片送料机构、镜筒受料机构和视觉机构等核心模块,而“双工位”的实质在于:机台上配置了两套独立的组装组件,分别对应各自的镜筒上料机构和部品上料机构。从布局上看,两组组装组件对称设置于工作台上,取料机构将各部品料盘内的镜片、隔圈、遮光片等部件,逐一移送至对应镜筒料盘上的镜筒内完成安装。
两个工位可以实现真正的并行作业——当一侧工位正在执行部品取放与压装时,另一侧工位可同时进行视觉检测或等待取料,二者互不干扰。有些双工位设备更进一步,采用了平行设置的双轨或环线衔接设计,使镜筒载具在一条导轨上完成组装后直接流转至下一工序,双工位移动平台在两条导轨之间往复运行,最大限度压缩了辅助时间。
在运动执行层面,移动机构的配置决定了双工位协同的精度。典型的双头取料方案中,移动驱动装置带动移动架在水平方向运动,升降驱动装置控制升降架垂直运动,末端真空吸头在旋转驱动装置的带动下可实现360°转动,以适配不同部品方位的组装需求。这样的五轴甚至六轴运动体系,为两个工位各自独立执行高精度的取放与组装动作提供了机械基础。
二、效率提升的量级:从时序优化到并行动作
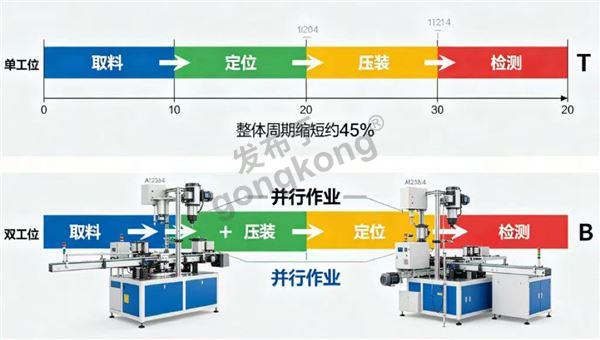
双工位设计对产能的提升效果,关键在于从根本上改变了生产节拍的计算方式。单工位设备中,取料、定位、组装、检测四个步骤串行执行,产品通过时间等于各工步时间的代数和。而在双工位并行模式下,两个工位可同时完成不同作业,使有效产出时间近似缩短一半。
以某典型镜头组立机为例,单头组立模式下每个部件的组装耗时约为2—2.3秒;而采用双头独立组装模式时,单个产品的装配合格时间可压缩至1.2秒——这已经接近自动化工序中视觉飞拍与压装动作的理论下限时间。在产能维度上,双工位AA主动对准设备的每小时产出可达320—420颗(UPH),四工位设备更可达到720—1000颗,足以支撑智能手机、车载摄像头等高阶光学产品的大规模量产需求。
除了节拍层面的提升,双工位设计还在另一个维度上释放了产能潜力:它允许两个工位分别承担不同类型的装配任务,实现工序的宏观并行。例如,在一台双工位设备中,工位一可专门负责镜片叠放与点胶,工位二则执行检测与锁附,这相当于将多个工序整合于同一台机箱内,无需在不同专机之间反复搬运镜筒,既缩短了产线长度,也减少了中途搬运带来的误差累积风险。
值得注意的是,部分双工位设备还支持“单头与双头组立模式切换”的灵活配置,这在变焦镜头或多透镜组复杂模组的组装中尤为实用——既可利用双头模式实现多部件同步装配的高效产出,又可在首件验证或小批量试产时切换为单头模式以保证工艺调试的精细度。
三、高精度保障:大理石基座、直线电机与视觉引导的协同
产能增长决不能以牺牲组装精度为代价,尤其对于车载镜头、高端手机摄像头等对成像质量有严苛要求的应用而言,组装精度的公差窗口已缩小至微米级。双工位设备要达到这样的水准,需要从结构基础、驱动方式和定位反馈三个层面协同发力。
结构基础方面,设备基座普遍采用“大理石+直线电机”的高刚性组合。大理石的优异热稳定性和减震性能,使机台在长时间高频率运行下依然保持几何基准的稳定,避免因热变形导致的基准漂移;直线电机无中间传动环节的直接驱动方式,消除了丝杆传动的背隙误差,为运动轴提供亚微米级的重复定位精度。
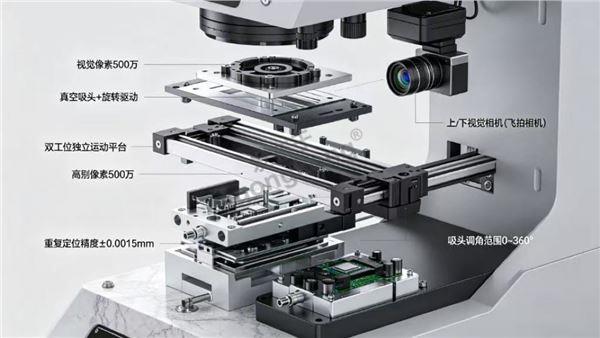
视觉引导方面,设备配备了高像素(通常为400万至500万像素)飞拍智能相机,可对镜片中心、镜筒中心、镜片外径尺寸乃至塑胶镜片水口角度进行实时识别。视觉系统在下拍相机采集部品图像后,将中心坐标与角度偏差数据实时传送至运动控制器,后者据此修正取料姿态,确保部品以最佳姿态组入镜筒。对于精度要求更高的场合,部分高级机型还可以在组装完成后通过上视觉机构对已组装的镜片同心度进行实时确认,形成取放—压装—检测的全闭环控制。
精度指标方面,先进双工位设备的装配定位精度可达±0.005 mm(5微米),重复定位精度更可压缩至±0.0015 mm(1.5微米),这意味着一枚镜片从料盘取起到压入镜筒的全过程,其实际落点误差被控制在了人类头发直径的二十分之一以内。在AA主动对准场景中,部分高端机型进一步配置了六轴高精密对位系统,其中XYZ轴分辨率可达0.1微米,角度调整精度达到0.003°,为镜头光轴与图像传感器的对准提供了物理极限内的校准能力。
四、快速换线能力:减少停机与缩短调校周期
在现代光学制造工厂中,设备需应对“多品种、小批量”的订单格局,镜头的型号、尺寸、光学参数变化频繁,这对组装设备的换线效率提出了严峻考验。双工位设备在这一环节同样展现出显著优势,其核心支撑来自模块化设计与快速换型机制。
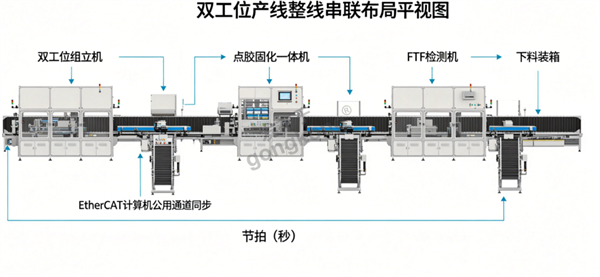
模块化设计是换线效率的基础。在典型的双工位镜头组立线中,各功能单元——上料机台、组立机台、点胶固化检测机台、压圈锁附机台、收料机台——均通过简单的机械结构和电气拔插件连接,用户可以针对不同镜头的具体工艺要求,选择性增减或重排机台。这种类似积木的拼装体系,使得一条双工位产线可以灵活切换于安防镜头、车载镜头和手机镜头等不同产品类型之间,而无需重新购置整套设备。
快速换型技术则将生产中断时间压缩到了可接受的范围内。当设备需要从当前生产的镜头切换到另一型号时,系统能够自动更换吸头,且更换后不需要再重新调试水平和同轴精度即可直接达到生产要求——这归功于吸换装置的重复定位精度设计和标准化的吸头接口规范。对于已保存过工艺参数的机种,单台组立机可在5—10分钟内完成全线切换;即便是全新的产品,初次调校时间也被控制在30分钟以内。
从更宏观的视角看,部分双工位设备还配备了镜片工艺参数存储功能,可预先存入多达30种不同机种的镜片参数及组装路径轨迹。换线操作员在触摸屏上点选对应型号后,设备即可自动调用历史数据,同步完成吸头、运动参教和视觉算法的全面重置,将经验依赖型的人工调机转变为参数驱动的自动化切换。

五、双工位在不同应用场景中的技术适配
车载镜头对双工位组装机的精度和可靠性要求最为苛刻。此类镜头需满足IP67甚至更高的密封等级,组装过程涉及气密性测试、热固化和老化等全流程管控。双工位AA主动对准设备通过独立6轴调整机构补偿光轴倾斜及偏移,可将镜头与传感器的对位精度稳定控制在亚微米级。以中科精工推出的双工位AA机型为例,其Echo 3300系列可同时处理IR/RGB/NBC等多类车载相机模组,双工位同步运行模式下UPH可达320—420颗。在洁净度管理方面,部分设备集成了原子级等离子清洁单元,在组装前对光学界面进行表面活化处理,确保胶接强度与界面洁净度的一致可控。
安防镜头则以品种多、规格杂为生产特征,因此双工位设备的设计重点在于“兼容性”。在典型的安防镜头组装线中,双工位组立机台可与点胶固化检测机台、压圈锁附机台、热封机台等组成模块化产线,且各机台之间通过EtherNet工业以太网与MES系统实现数据互通,对每种镜头的组装参数进行全面的生产全程追溯和监控,效率、良率、产量、报警记录等数据均可快速导出。
手机镜头的组装对双工位设备提出了另一维度的挑战——镜片直径通常仅有2—20 mm,部件在料盘上的密集排布和超薄的机械特性对取料机构的位置精度和力度控制提出了极高要求。在此场景下,双工位优势更多体现在高速生产层面:两个工位可同时取放不同部品,使手机摄像头的组装节拍压缩至1—1.5秒每颗。同时,鉴于手机镜头通常需要按照特定角度装配塑胶镜片的浇口位置(即水口),双工位视觉组装机可识别镜片水口角度并自动完成角度对正,从而确保镜头光学性能不受组装应力干扰。
六、双工位的智能化延展:从单机到整线协同
随着光学制造逐步迈入黑灯工厂时代,双工位镜头组装机的技术内涵也在不断延展——它已不再是一个孤立的功能单元,而是整条智能产线中的核心节点。通过EtherCat高速总线网络,双工位组立机台可实现与上下游机台的高速运动同步;而在更广泛的产线应用场景中,双工位设备甚至可以与打标机台、内压圈锁附机台、外压圈锁附机台以及MTF检测机台直接串联,形成从镜片组装到光学性能终检的无缝闭环。
市场层面,全球镜头组装机市场正处于稳步增长的通道中,手机摄像头像素竞赛和多摄像头渗透率提升,以及车载智能化带来的镜头需求激增,都在持续推高对双工位及以上设备的投入。从产业演进的角度看,双工位并非只是一个“两倍于单工位”的简单放大,而是将并行作业理念与高精密运动控制、机器视觉检测和快速换线能力有机融合的系统性方案。
从底层的双轨双工位无线循环设计,到以“大理石+直线电机+智能相机”为标志的高速高精度平台,再到实现10分钟内快速切换的模块化整线体系,双工位镜头组装机正在以更高的效率弹性和更强的工艺适应性,为光学制造业的大规模柔性生产提供坚实的技术底座。






官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
