修复矫直机轴承室磨损方案 点击:126 | 回复:0

发表于:2024-02-17 14:12:39
楼主
关键词:矫直机轴承室磨损;滑道磨损磨损;机架磨损修复;矫直机机架磨损快修;矫直机轴承室滑道磨损;
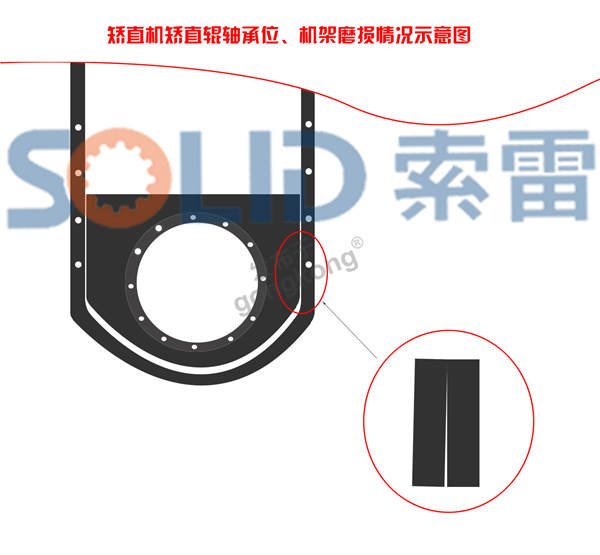
江苏某公司的矫直机轴承室磨损了,其公司相关负责人之前一直关注我司技术公众号与抖音视频号,我司技术应用与案例,均有所了解,并曾于21年初前往企业做过技术交流;8月初,企业成品车间矫直工段负责人来电询问,矫直工段矫直机轴承室滑道部位出现磨损,由上至下呈喇叭状,下部因长期遭受径向冲击,磨损严重,最大磨损间隙2mm左右,询问我司是否有可行办法,磨损情况见下图:
因我司材料并未在此设备位置应用过,遂如实告知企业现场负责人,负责人表示,此情况在钢厂矫直工段属常见,离线处理需整机起座,现在已经磨损成这样了,尝试修复一下,不需要质保,若能成功最好,若不成功也就只能跟厂里提报了;遂,根据企业负责人反馈的设备运行工况与磨损尺寸,我司制定了一套完整的对应修复方案反馈给负责人。
修复矫直机轴承室磨损步骤:
(1) 使用样板尺查看滑道磨损情况,根据磨损深度确定支撑高度与支撑位置;
(2) 表面处理:使用氧气乙炔将表面油污、水分烘烤干净,使得表面干燥。打磨去除表面氧化层,表面达到粗糙干净的状态;
(3) 严格按照比例调和碳纳米聚合物材料SD7101H,压板模具表面擦拭SD7000脱模剂;
(4) 将材料涂抹至修复表面,涂抹厚度大于磨损深度;
(5) 安装模具,压至标准档距位置;·
(6) 加热材料帮助快速固化,同时提高材料力学性能;
(7) 材料固化后,去除表面多余材料;
(8) 回装轴承座,检查滑道游隙,复测压入量,修复完成;






热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
