解决立磨摇臂轴承室磨损的修复方法 点击:42 | 回复:0

关键词:立磨摇臂轴承室磨损、原料立磨、磨辊摇臂轴承位磨损在线修复、立磨在线修复技术
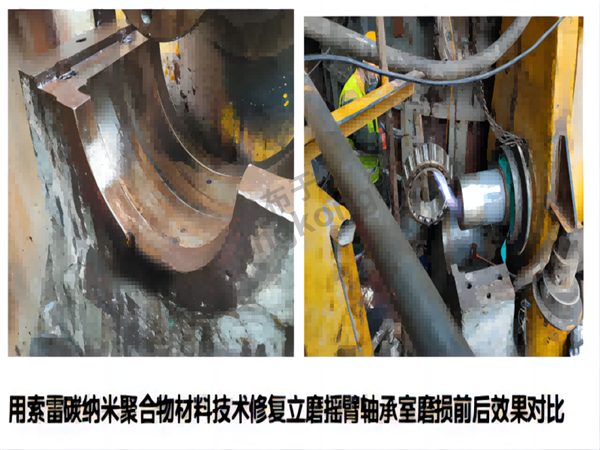
某水泥生产厂家3400立磨轴承室磨损,磨辊数量4个,轴承位8处,轴承型号:定位侧32248/08YJ、自由侧23248MBW33X;定位侧轴向窜动量≤0.30mm,摇臂轴轴径磨损部位均为定位侧,共3处,直径φ240,单边磨损深度0.1-0.5mm左右;4个轴承室上下两部分均有不同程度磨损,内径φ440,整体磨损深度在0.6-1.3mm左右,共计修复11处。此水泥生产厂家采用了索雷碳纳米聚合物材料技术进行修复。
修复立磨摇臂轴承室磨损总结:
定位侧轴承为两盘圆锥滚子轴承面对面安装,中间隔油环厚度直接影响轴承安装后的配合游隙,安装完毕等待轴承降温后应及时用塞尺检查径向游隙(0.15-0.3mm),若自由隙小于0.1mm或无自由隙状态,则应对隔油环尺寸进行缩减处理或是在轴承内圈添加铜皮放大两轴承配合尺寸以此放大轴承径向自由隙;轴承径向游隙达标后,落入轴承室前应测量定位侧轴承与轴承室配合游隙是否合适(0.15-0.3mm),游隙过盈则磨辊侧压盘无法与轴承室外配合面贴合从而影响轴承室密封效果;若轴向游隙达标,将两侧轴承油孔径直朝上,轴承内涂抹黄油,外圈涂抹脱模剂,在轴承室下修复面上薄涂一层碳纳米聚合物材料后下落轴承,下落时注意观察两侧轴承外圈与轴承室定位台阶是否交错,同时观察轴承外圈是否与轴承室内圈有过盈受力点,以判断下落后轴承径向游隙的测量位置;轴承落入轴承室后,检查轴承外圈四周是否有间隙存在,观察轴承是否到位,到位后塞尺测量轴承径向游隙变化,合格后压紧磨辊侧轴承压盘,观察压盘垫片是否压实后,塞尺测量轴承室与轴承的轴向配合间隙;轴承室上盖回装前薄涂材料,两端盖密封面均匀涂抹密封胶后落盖压实,打紧螺栓时注意观察两侧缝隙是否均匀一致,直至将密封胶从密封面四周均匀挤出为止。






官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
