退火对锡银铜锡膏的影响 点击:120 | 回复:0

锡银铜锡膏是常见的无铅锡膏,大量用于中温的焊接工艺。锡膏通过印刷或点胶等工艺沉积在焊盘上,在经过回流处理后形成牢固焊点。随着人们对电子产品的使用频率和时长越来越长,对焊点的可靠性提出了很高的要求。然而,跌落和撞击事件通常会损坏移动电子产品,导致裂缝很容易通过焊料传播而导致设备失效。因此,锡膏焊点需要能够承受足够大的冲击。分析焊点微结构是分析冲击失效的重要手段。
随着老化时间的增加,SAC锡膏的微观结构显着变粗,并且可以观察到Cu3Sn逐渐生长在 Cu6Sn5层和Cu基板之间的界面处。在经过众多研究者实验后,发现了热退火是一种能够提高焊点冲击可靠性的工艺。Zhang et al. (2009) 测试表明,在退火后进行150°C的老化测试后,SnAg3.8Cu0.7锡膏制成的焊点进行会增加冲击韧性,因为焊料中的微观结构会变粗。Zhang et al.发现当老化时间为1000h时, SnAg3.8Cu0.7焊点的冲击吸收功值高于SnPb共晶锡膏。
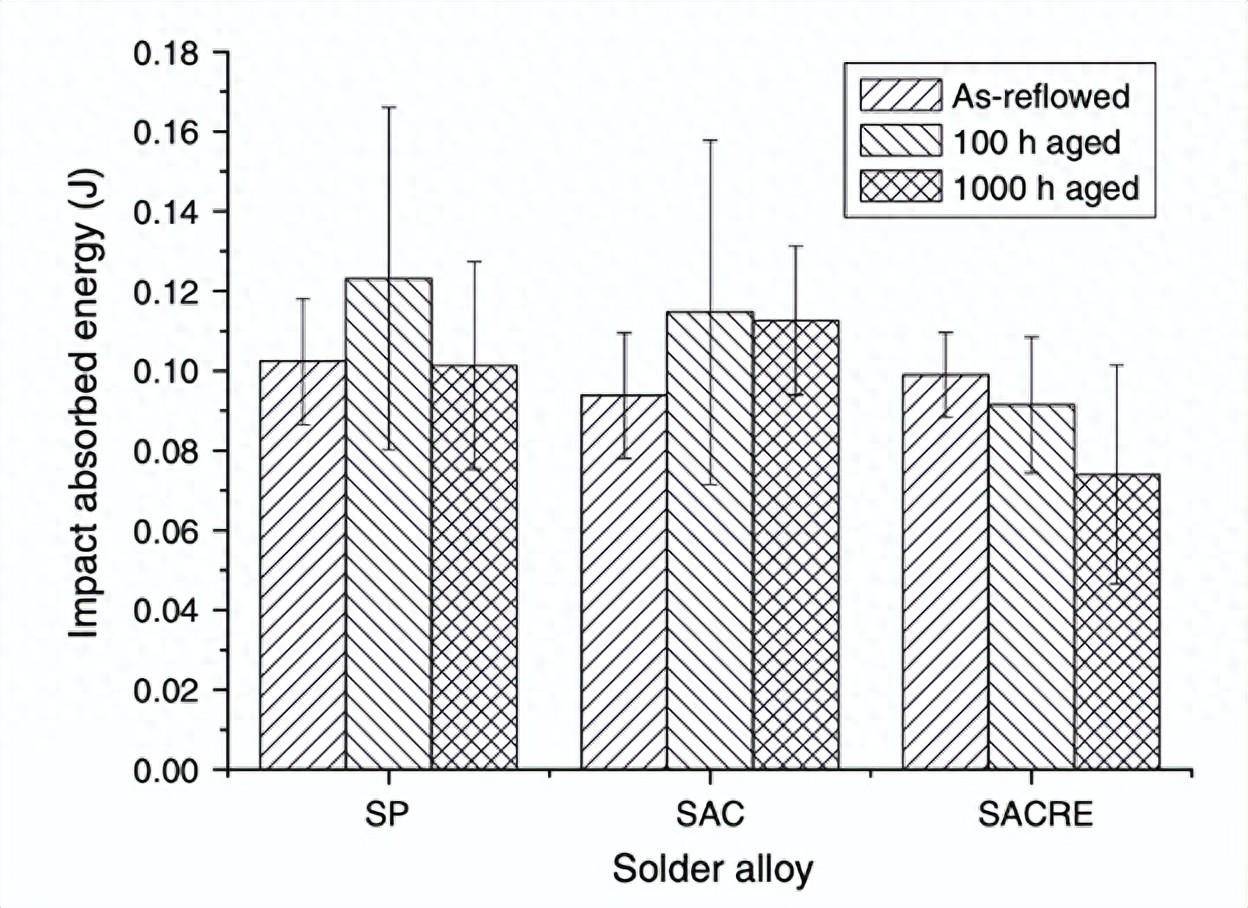
图1. 不同锡膏的平均冲击吸收功值 (Zhang et al., 2009)。
在无铅锡膏老化过程中,金属间化合物Cu3Sn显著生长,裂纹生长路径从SAC焊料/IMC界面移动到Cu6Sn5层的内部。当老化到1000小时后,穿晶断裂模式的面积远小于 100 h老化,因此冲击吸收功值要更高。Chen et al. (2014) 也针对SAC/Cu复合焊料做了210°C退火处理并进行老化测试。回流曲线如图2所示。
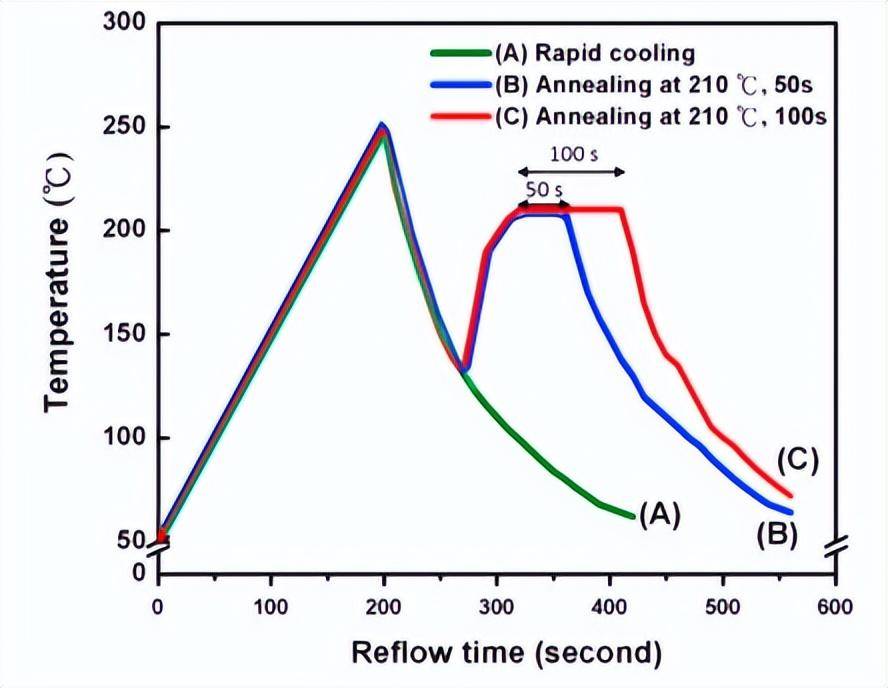
图2. SAC锡膏不同的退火条件 (Chen et al., 2014)。
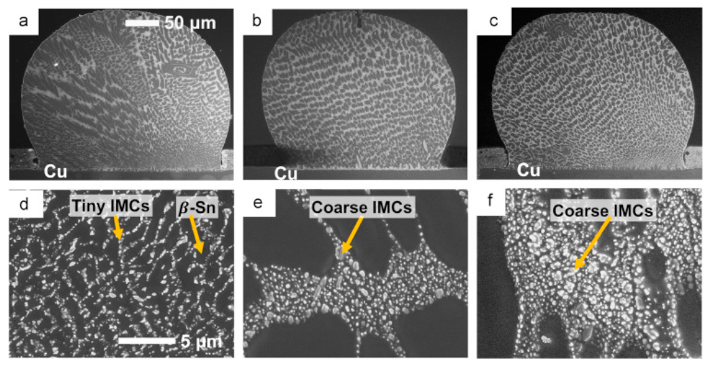
图3. SAC/Cu焊点的SEM图: (a)快速冷却; (b, e)50s退火; (c, f)100s退火; (d-f)是(a-c)的焊料/Cu界面的放大图 (Chen et al., 2014)。
随着 SAC/Cu 焊点在210 °C下退火50和100 s,微小的沉淀逐渐生长并粗化,在SAC/Cu界面附近呈网状分布 (图3)。相比于快速冷却,退火能使锡膏焊点冲击韧性增强。Chen et al. 认为沉淀从点型向网型重新分布的驱动力是IMC熟化并降低了表面能,从而微小的Ag3Sn或Cu6Sn5颗粒结合。逐渐生长的沉淀对增强焊点冲击可靠性起到了重要的作用。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
