【图文案例】一种简单的水轮发电机轴磨损修复技术 点击:85 | 回复:0

发表于:2021-12-14 16:20:24
楼主
关键词:发电机轴磨损、轴磨损修复、轴修补
案例背景:
某企业的水轮发电机:型号SF160-14-950、额定功率160KW、额定转速428r/min、飞逸转速1087r/min、轴径120mm、宽58mm,磨损直径1.5-2mm。

修复工艺:
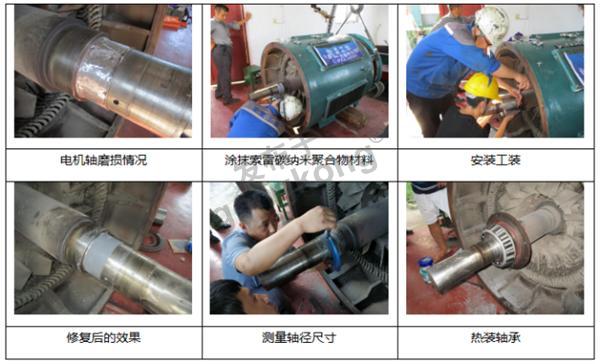
对于发电机轴磨损的维修,必须达到修复后同心度、修复后的尺寸公差以及修复后部件配合的精度要求,才能满足电机的运行要求。而传统的维修方法无法满足这些条件,所以建议采用索雷碳纳米聚合物材料修复技术,该技术在解决水轮机发电机轴磨损问题上有着很大的优势,既能满足使用效果,而且性价比高。而且该技术已经成熟应用于水泥,钢铁,造纸,化工等工业企业的传动部件磨损方面。而且修复发电机轴磨损过程也特别简单:
1. 测量轴颈尺寸级后轴肩定位尺寸公差,加工专用工装;
2. 工装加工后,用内径百分表测量加工后尺寸;
3. 试装工装,预紧螺栓工装结合面无间隙,后轴肩抱紧,不松动;
4. 拆卸工装,检查工装内壁有无损伤后擦涂SD7000脱模剂;
5. 轴承位用乙炔氧气烤油,直至油污碳化,控制温度避免高温对电机轴造成影响;
6. 根据轴承位尺寸以及磨损量计算SD7104材料用量;
7. 调和SD7104材料至均匀,然后涂覆在轴承位修复表面,涂覆材料有;
8. 安装工装并紧固螺栓,预紧螺栓时;
9. 用导热方式将修复部位加温,促进材料固化。
10. 拆卸工装,清除多余材料,测量修复后轴径尺寸;
11. 热装轴承及轴承定位环。





楼主最近还看过
热门招聘
相关主题
- 热过载继电器调节问题
 [1456]
[1456] - 三菱plc(GX-developer)安装完...[2145]
- 三角形接法电动机内部断路一...[6875]
- 艾默生变频器ut90上电报ENC2...[3440]
- 编码器数值不稳定[1532]
- 欧瑞E1000变频器开机出现Err...[3256]
- WINCC变量连接[2114]
- abb变频器acs880故障[3066]
- 网络分析仪校准怎么才是正确...[1606]
- 三菱PLC怎么恢复出厂设置[2923]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
