六小时就能修复皮带机轴承位磨损故障? 点击:64 | 回复:0

针对皮带机轴承位磨损问题传统办法一般采用的是将轴拆卸后运输至机修厂进行补焊机加工工艺进行修复,本身容易使轴表面局部产生热应力,造成断轴的隐患,而且补焊机加工工艺需要花费大量的人力和时间对设备进行拆卸、运输和安装,其修复时间较长,综合修复成本高。
某企业的皮带机传送轴磨损严重,设备基本参数,轴承型号:22244CC/W33,内径:220m,宽度:108mm,转速:37r/min。采用索雷碳纳米聚合物材料修复技术仅用六小时就恢复了轴承位原始尺寸,装配完毕后次日设备就恢复了运行。
修复皮带机轴承位磨损的步骤:
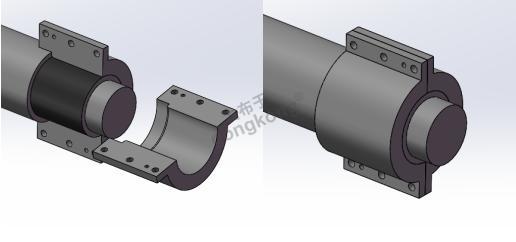
1.根据皮带机磨损部位情况加工工装;
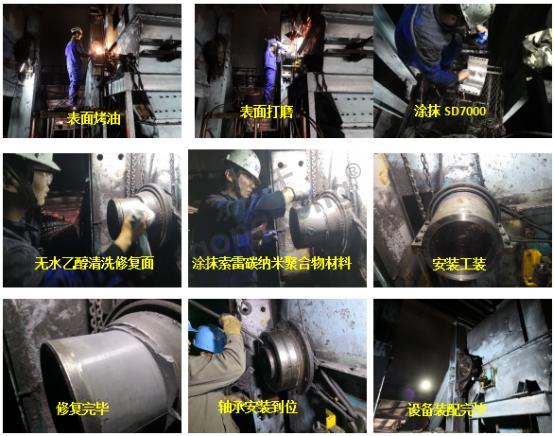
2.表面烤油:使用氧气乙炔对修复部位进行烤油,直至无火花四溅为止;
3.表面打磨:使用磨光机将表面打磨粗糙、干净,直至出现金属光泽,增大材料粘结力;
4.表面清洗:用无水乙醇清洗轴表面,确保无污物,晾干;
5.确认轴表面无高点后,空试工装确认工装定位面准确无误;
6.空试完毕后,拆卸工装,在工装内表面清洗干净后涂抹SD7000脱模剂;
7.按比例调和SD7101H材料,调和至均匀无色差为止;
8.将调和好的碳纳米聚合物材料均匀涂抹至轴承位的表面,反复刮压,
9.安装工装,然后碘钨灯加热两个小时加速固化以及提高材料性能;
10.固化完成后,拆卸工装,装配轴承。
传统的补焊工艺会对轴造成造成热应力集中,轴表面出现微小裂纹,轴承位的材料出现组织变化,退火等等不良因素,使轴本身发生弯曲变形,失去原有的韧性强度。其中热应力集中,微小裂纹会对轴后期使用过程中带来巨大的安全隐患,很多重要设备的轴经过补焊后均发生了弯曲或者断裂。而该材料修复皮带机轴承位磨损可以完全在现场修复,其使用效果也远远好于补焊工艺。更重要的是整个修复过程不会对轴本身材质及结构造成任何影响,安全可靠。





楼主最近还看过
- FANUC发那科主轴电机不转故障...
 [2950]
[2950] - ab变频器运行过程中频率自己...[4530]
- 宇龙机电控制仿真软件登陆[2951]
- 一台伺服电机不能达到最大力...[2720]
- 那些因素会导致智能电表烧表...[3460]
- 用时间继电器控制两台电机交...[3419]
- 威纶通触摸屏用U盘从触摸屏下...[1321]
- 影响电机发热因素及处理方法[1818]
- ABB变频器ASC510恒压供水[1274]
- 西门子变频器故障cubusy求助[3604]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
