不拆卸在线修复风力发电机轴颈电腐蚀故障 点击:84 | 回复:0

一、风力发电机轴颈电腐蚀常见原因分析:
在电机运行中,定子与转子磁路或围绕轴相电流任何不平衡,都能产生旋转系统磁链。当轴旋转时,这些磁链能在轴两端产生电位差,这一电位差称为轴电压。轴电压能通过两端轴承在轴和机壳所形成的环路(闭合电路)中激励出循环电流,该电流称为轴电流。
另外,转子铁心的剩磁较多,对于绕线转子电机,若发生绕组两点及以上对转子铁心或转轴短路等,也会产生轴电压和轴电流。轴承电流的大小与电机的结构、电机的功率、驱动电压的幅度、脉冲上升时间、电缆长度等因素有关。电机的功率越大、驱动电压越高、驱动电压的上升沿越陡、电缆越短,则轴承电流越大。
二、案例设备介绍:
某企业风力发电机轴颈出现电腐蚀故障,设备轴承位型号为:6330M/C3,电机转速1750r/min,轴承位直径φ150mm。风机运行异响,判断轴承可能存在问题,拆开传动侧轴承端盖后,轴承已经损坏且轴承位磨损严重,判断应该是电腐蚀造成的。

三、风力发电机轴颈电腐蚀修复工艺的选择:
以前企业遇到轴类问题会采用更换新部件、补焊机加工、电刷镀、激光熔覆等等,但这些修复方法在一定程度上可以解决,但是由于各方面的原因无法从根本上解决轴磨损问题。而索雷碳纳米聚合物材料修复工艺,凭借材料特有的性能以及针对性的修复工艺在轴磨损修复中脱颖而出。该材料具有优异的粘结力、抗压性能、抗化学腐蚀性能以及金属所不具备的退让性,可以满足设备运行过程中压力和强度的要求,并且由于材料是膏状,可以做到修复后100%的面配合,避免了间隙的产生。
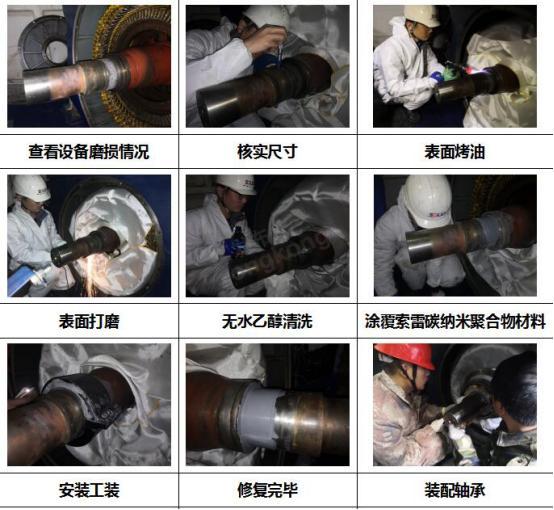
在线修复风力发电机轴颈电腐蚀的过程:
1. 用氧气乙炔对修复表面进行烤油,直至油污碳化;
2. 磨光机打磨修复表面,确保表面粗糙化增大粘结力,无水乙醇清洗修复表面;
3. 安装工装空试,检测结合面是否有缝隙,工装安装到位后能否转动,确保工装配合无误差;
4. 拆卸工装,内表面刷脱模剂SD7000备用;
5. 按比例调和碳纳米聚合物材料,调和至均匀无色差为止;
6. 把调和好的材料涂抹在修复面上,安装工装到位;
7. 加温固化,提高材料性能并且加快材料固化时间;
8.拆卸工装,核实修复尺寸,确认无误后装配轴承,修复完毕,共用时8小时。





楼主最近还看过
- 求三菱PLC和编码器长度控制程...
 [4412]
[4412] - Fanucoi-d系统100号报警[2303]
- 1000kva变压器上气体继电器与...[1362]
- 德国蓓福twinCAT[1614]
- 英威腾CHF100维修用原理图[3679]
- 求助暗线漏电解决办法[1382]
- 西门子S7-200与串口通讯助手...[1439]
- ATV71显示PRA故障[1166]
- 线号管标注的规则[1206]
- 求高手指点,数控车床X轴误差...[1296]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
