实例讲解变频器控制回路接线方法 点击:318 | 回复:0

一、变频调速系统的控制电路功能
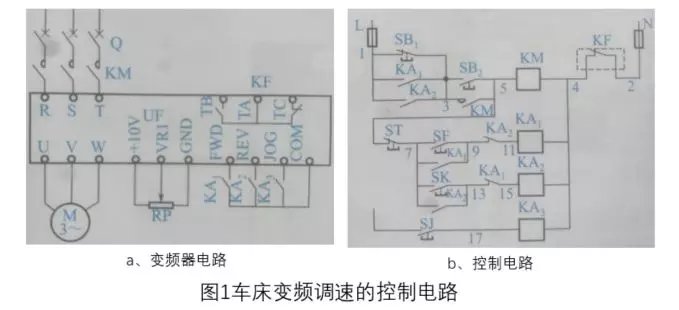
以采用外接电位器调速为例,控制电路如图1所示。其中,接触器KM用于接通变频器的电源,由SB1和SB2控制。继电器KA1用于正转,由SF和ST控制;KA2用于反转,由SR和ST控制。
正转和反转只有在变频器接通电源后才能进行,变频器只有在正反转都不工作时才能切断电源。由于车床要有点动环节,故在电路中增加了点动控制按钮SJ和继电器KA3
二、龙门刨床控制电路
(1)主回路
龙门创床的主回路如图2所示。其龙门刨床的主回路工作过程如下所述。

① 创台往复电动机(MM)。由变频器UF1控制,变频器的通电和断电由空气断路器QF1和接触器KM1控制;刨台前进和后退的转速大小分别由电位器RP1和RP2控制,正、反转及点动(刨台步进和步退)则由PLC控制。
② 垂直刀架电动机(MV)。由变频器UF3控制,变频器的通电和断电由空气断路器QF3和接触器KM3控制;转速大小直接由电位器控制,正、反转及点动(刀架的快速移动)则由PLC控制。
③ 左、右刀架电动机(ML和MR)由同一台变频器UF2控制,变频器的通电和断电由空气断路器QF2和接触器KM2控制;与垂直刀架电动机一样,其转速大小直接由电位器控制,正、反转及点动(刀架的快速移动)则由PLC控制。④横梁升降电动机(ME)和横梁夹紧电动机(MP)。由于横梁的移动不需要调速,因此并不通过变频器来控制。但其工作过程也由PLC控制。
(2)控制回路
所有的控制动作都由PLC完成,其框图如图3所示
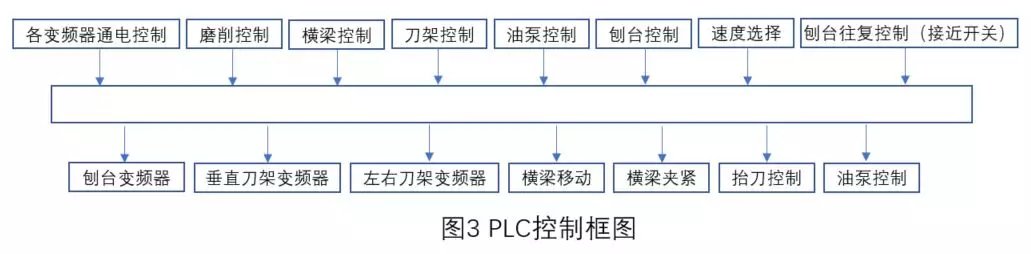
① PLC的输入信号
a、各变频器通电控制信号:各变频器的通电按钮和断电按钮、刀架电动机的方向选择开关、变频器的故障信号。
b、磨头的控制信号:来自于左、右磨头的运行按钮和停止按钮。
c、横梁控制信号:横梁上升按钮和下降按钮、横梁放松完毕时的行程开关、横梁夹紧后的电流继电器、横梁上下的限位开关。
d、架快移信号:来自于各刀架的快速移动按钮。刀架和自动进刀将在刨台往复运动中自动完成,不再有专门的信号。
e、泵控制信号:油泵工作的旋钮开关、油泵异常的信号。
f、刨台的手动控制信号:刨台的步进按钮和步退按钮、刨台的前进按钮和后退按钮(用于控制刨台往复运行的按钮)、创台的停止按钮。
g、停按钮(也称“紧急停机”按钮):用于处理紧急事故。刨床在工作过程中发生异常情况必须停机时,按此按钮。
② PLC的输出信号
a、到各变频器的控制信号:控制信号的电源由各变频器自行提供,故外部不再提供电源。
b、控制各变频器的接触器信号:包括各变频器的通电接触器、通电指示灯及变频器发生故障时的故障指示灯。
c、横梁控制接触器:包括横梁上升、横梁下降、横梁夹紧和横梁放松用接触器。
d、抬刀控制继电器:即控制抬刀用继电器。
e、油泵继电器:即控制油泵用继电器。
③ 接触器控制回路
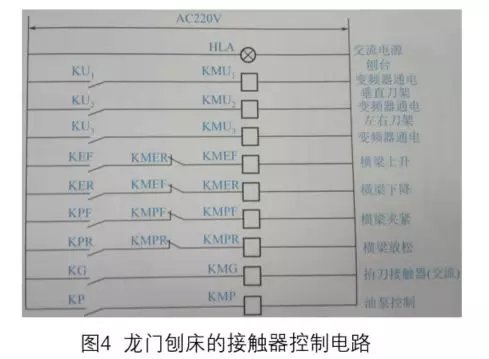
PLC内部继电器触点的容量较小,当使用于交流220V电路中时其触点容量为80V•A,最大允许电流为360mA。
另一方面,触点电流较大的接触器的线圈电流为100~500mA,并且在刚开始吸合时,还有较大的冲击电流。因此,PLC不常用来直接控制较大容量的接触器,而是通过中间继电器来过渡。如图4所示的电路中,KU1、KU2、KU3、KEF、KER、KPF、KPR、KG、KP等都是过渡用的中间继电器,它们接受PLC内门电路继电器的控制,然后控制各对应的接触器。
三、风机变频调速电路
燃烧炉鼓风机的变频调速控制电路如图5所示。图中,按钮开关SB1和SB2用于控制接触器KM,从而控制变频器的通电与断电。
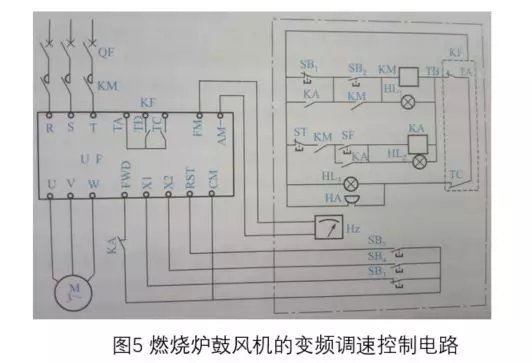
SF和ST用于控制继电器KA,从而控制变频器的运行与停止。
KM和KA之间具有联锁关系:一方面,KM未接通之前,KA不能通电;另一方面,KA未断开时,KM也不能断电。SB3为升速按钮,SB4为降速按钮,SB3为复位按钮。HL1是变频器通电指示,HL2是变频器运行指示。HL3和HA用于变频器发生故障时的声光报警。Hz用于频率指示。
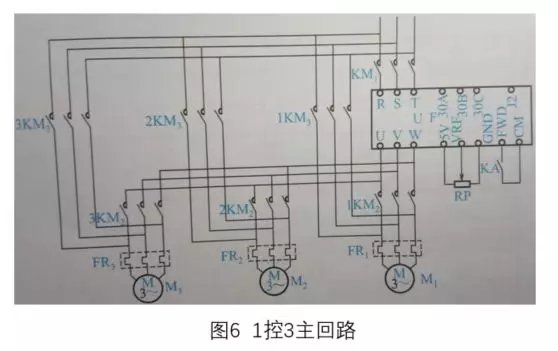
四、变频器一控多电路
(1)主回路以1控3为例,其主电路如图6所示,其中接触器1KM2、2KM2、3KM2分别用于将各台水泵电动机接至变频器,接触器1KM3、2KM3、3KM3分别用于将各台水泵电动机直接接至工频电源。
(2)控制回路
一般在多台水泵供水系统中,应用PLC进行控制是十分灵活且方便的。但近年来,由于变频器在恒压供水领域的广泛应用,各变频器制造厂纷纷推出了具有内置“1控X”功能的新系列变频器,简化了控制系统,提高了可靠性和通用性。
例如国产森兰B12S系列变频器在进行多台切换控制时,需要附加块继电器扩展板,以便控制线圈电压为交流220V的接触器。具体接线方法如图7所示。

在进行功能预置时,要设定如下功能:
①电动机台数(功能码:F53)。本例中,预置为“3”(1控3模式)
②启动顺序(功能码:F54)。本例中,预置为“0”(1号机首先启动)
③附属电动机(功能码:F55)。本例中,预置为“0”(无附属电动机)
④换机间隙时间(功能码:F56)。如前述,预置为100ms。
⑤切换频率上限(功能码:F57)。通常,以49~50Hz为宜。
⑥切换频率下限(功能码:F58)。在多数情况下,以30~50H2为宜
只要预置准确,在运行过程中就可以自动完成上述切换过程。可见,采用了变频器内置的切换功能后,切换控制变得十分方便了。





楼主最近还看过
- 家里空气开关半夜跳闸
 [13550]
[13550] - 电流互感器二次为什么不能两...[15071]
- 接触器吸合10分钟左右就频繁...[12070]
- 三相电网中突然有一相电压偏...[28555]
- 请教三相电路电流计算方法[34137]
- 热电偶的工作原理 [12946]
- 电接点压力表怎样判断上限下...[18927]
- 电机过热,热继电器频繁跳闸....[10603]
- 电工基础知识之插座为什么左...[13302]
- 电工使用软件和小工具大全[14156]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
