模具保护的设定方法 点击:112 | 回复:0

注塑成型过程中,模具的保护至关重要,有时模具的价格要超过机台的价格。如果模动作设定不当,可能导致模具异常损坏,增加昂贵的维修成本。
FANUC有两种模具保护方式,分别为低压保护和AI模具保护
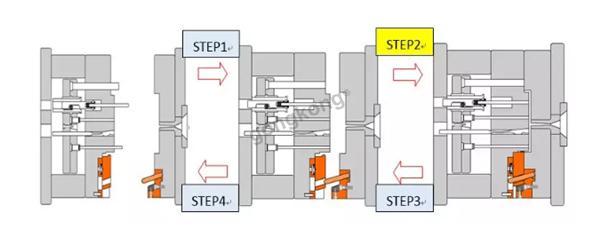
低压保护为传统的保护方式,如下图STEP2过程所示。以较低的压力使模具移动完成接触,闭合时如动作不顺(有异物阻碍或合模阻力增大)超过保护时间即发生模具保护报警。
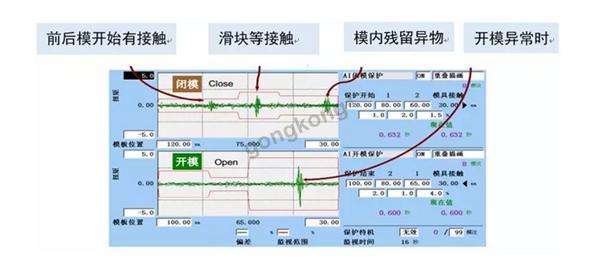
AI模具保护为FANUC的特色保护方式,可在STEP1-STEP4整个开合模工序进行保护。通过监测开合模过程中伺服电机的负荷变化,动作异常时负荷超过基准范围即发生AI模具保护报警。
低压保护的说明
在注塑成型的闭模工序中,可以使用不同的速度进行,一般遵循慢快慢的原则。速度太慢则影响成型周期,速度太快可能会使振动及噪声增大,同时模具的机构,比如导柱、滑块或三板模模板会有比较大的冲击。因此前后模开始有接触时,速度要适当的降低。通过限制前后模接触过程的扭矩,使模具在比较低的压力下移动,即低压模具保护压力。万一产品未取出来压在模具内,也不会对模具产生较大损坏。如上图STEP2的过程即为低压保护的作用范围。
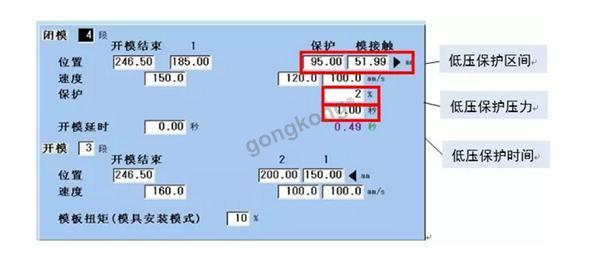
➤ 低压保护区间
使用低扭矩使模具移动的区间;
通常设定前后模开始有接触的位置到分型面完全接触位置的区间。
➤ 低压保护压力
使用低扭矩使模具移动接触的压力;
通常设定初始值10%左右,在锁模工序中,边判断是否正常动作,边进行微调整。在使保护时间没有变化情况下降至尽量低的压力。
➤ 低压保护时间
使用低扭矩使模具移动接触的时间;
设定保护时间建议比监测时间大0.02秒即可,超过监测时间则方式模具保护报警;
AI模具保护的说明
传统的低压保护只能在模具接触到闭合的过程中起作用,已经不能满足更高的模具保护及安全要求。AI模具保护功能可提供更高精度灵敏度的保护。其原理为系统采集正常开合模动作的扭矩曲线,以此为基准设定保护范围。过程中如发生负荷变大超过监测范围,即发生AI模具保护报警停止合模。如合模工序的STEP1过程中有其他设备或工具如取出机误入合模范围,使用AI模具保护能敏感的监测碰撞而立即停止合模,传统的低压保护是没办法保护此段过程的。再比如开模工序的STEP3过程中,滑块导柱缺油变卡。AI模具保护功能也能及时检测到开模的负荷增大,发生报警提醒进行模具保养。而传统方式只会硬拉开模,时间一长模具精度下降,模具损坏风险变大。
AI模具保护的特点
➤ 利用最新CNC,实现高精度高应答的模具保护功能
➤ 只要按下操作画面上的按钮,即可开启模具保护功能
➤ 不需要繁琐的监视范围设定
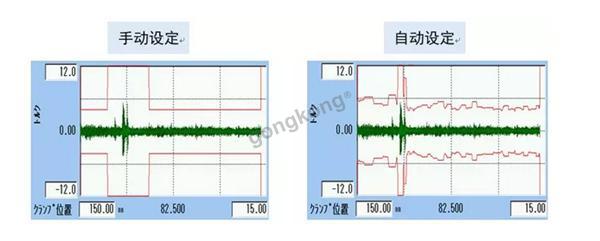
➤ 可手动或根据负载变动幅度自动设定监视范围(图中红线所示)
根据模具复杂程度选择灵敏度
➤ 高敏感度(精密平面模)-标准(一般模具)-低敏感度(复杂模具)
使用AI模具保护的效果

总结:以上效果充分说明,生产过程中设定合理的低压保护及AI模具保护,可以使您的模具更安全。





楼主最近还看过
- 教育部信息中心全国工业4.0与...
 [1023]
[1023] - 机器人与触摸屏通讯[1611]
- ABB机器人中文手册[16641]
- 如何知道ABB机器人工具实际的...[4274]
- 松下机器人换本体电池方法[1918]
- 自制水平关节机械手系统原理[5087]
- 求发那科机器人KAREL程序的使...[1139]
- 虚拟机xp系统不能安装robogu...[2426]
- 6轴机器人是这样研发的[919]
- 请问各位机器人高手[792]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
