布料溜槽焊材选择及焊接工艺 点击:214 | 回复:0

布料溜槽是高炉无料钟炉顶的重要部件,其作用是将焦炭、球团矿、烧结矿、其它矿及添加剂以最佳方法分配到高炉内,对高炉的稳定运行起着至关重要的作用。由于高炉布料溜槽位于高炉炉腔顶部,工作环境处在高温500℃左右,长期受到高速料流的冲击,炉况不顺时最高温度可达700℃以上,会加剧材料的磨损和侵蚀,因此布料溜槽易变形、磨损。
布料溜槽主要是溜槽下端1/2到1/3部位易受落料冲击下塌变形,磨损穿孔,影响生产顺畅和产品质量,严重时会造成某些设备运转不正常,甚至直接导致停产,影响高炉的正常生产。
1 布料溜槽焊接性分析
溜槽主要是由溜槽本体和积窝结构等组成,溜槽见图1。
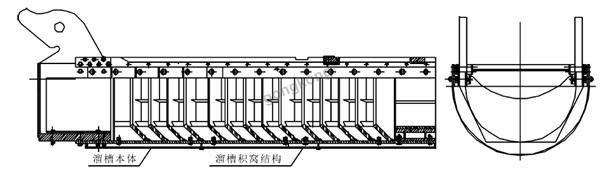
图1 溜槽结构示意图
溜槽工作在炉顶500℃高温恶劣环境,其本体需具有较好的耐热耐冲击性能,选取溜槽本体材质为耐热铸钢ZG35CrMo,该材质具有良好的铸造性能、耐蚀性与热冲击韧性,能够满足溜槽的工作环境要求,该材质的可焊性较好。ZG35CrMo化学成分见表1。
表1 ZG35CrMo钢的化学成分(质量分数)(%)
C | Si | Mn | P | S | Cr | Mo |
0.30~0.37 | 0.30~0.50 | 0.50~0.80 | ≤0.030 | ≤0.030 | 0.80~1.20 | 0.20~0.30 |
虽然在溜槽内部有料打料防磨损的积窝结构,但溜槽长期受到炉顶炉料下落的冲击易发生磨损,为了延长溜槽的使用寿命,需在溜槽积窝结构的钢板表面堆焊耐磨合金层,因耐磨合金的含碳量高,其可焊性较差,焊接时易产生裂纹,所以需对堆焊表面易产生裂纹的铁锈、氧化物和油污等杂物清理干净直至露出金属光泽。焊接时采用抗裂纹性好的焊丝,直流反接,宜采用小线能量焊接,采取二氧化碳气体保护焊,确保其表面耐磨层的质量。积窝结构钢板Q345B的化学成分见表2。
表2 积窝结构钢板Q345B的化学成分(质量分数)(%)
C | Si | Mn | P | S | Cu |
0.12~0.20 | 0.17~0.37 | 2.00~2.40 | ≤0.030 | ≤0.030 | ≤0.25 |
2 合理选择焊材及焊接工艺
2.1 焊接材料的选择
为了保证溜槽内部积窝结构表面堆焊耐磨合金的质量,需要进行工艺堆焊试验,确定合理的表面堆焊耐磨合金层的焊接材料。在工艺试板表面分别堆焊ERZ-C-15和北京固本KB998这两种耐磨合金,堆焊完成后对这两种焊接试板进行表面外观质量检测,表面质量均较好,并且进行了表面硬度的检查,堆焊ERZ-C-15表面的洛氏硬度为HRC46~49,而KB998该合金堆焊后的表面洛氏硬度为HRC60~63,通过工艺试验比较分析可以得出其耐磨焊丝KB998具有更加耐高温耐磨损的性能,所以采取在积窝结构钢板表面堆焊KB998耐磨合金,可以提高耐磨衬板的耐磨性,减缓溜槽受物料冲击磨损的影响,延长溜槽的使用寿命,满足生产工艺技术的要求。焊丝KB998化学成分见表3。
表3 北京固本KB998耐磨焊丝的化学成分(质量分数)(%)
C | Cr | Mn | Si | Mo | Ni | W | Nb | 其他 |
添加大量高硬度的碳化物粒子,镍合金含量 | WC | |||||||
2.2 焊接工艺
因耐磨合金的含碳量高,焊接时易出现裂纹。为了确保堆焊耐磨合金层的质量,焊接时防止晶粒长大,防止裂纹的出现,不要采用过大的线能量,易选择耐磨合金焊丝直径为φ=1.6mm,采用直流电流反接焊接。操作者适当摆动焊丝,收弧时一定要填满弧坑,并且弧坑要圆滑,避免造成应力集中。经过工艺试验,得出比较合理的耐磨合金堆焊的工艺参数,KB998耐磨焊丝焊接工艺参数见表4。
表4 KB998耐磨焊丝的焊接工艺参数
直径 | 电流 | 电压 | CO2气流量 | 焊丝干伸长 | 焊速 | 焊枪倾角 | 电流类型 |
1.6mm | 220-280A | 22-28V | 20L/min | 15-20mm | 35cm/min | 80° | 直流反接 |
3 布料溜槽焊接过程
焊接前彻底清除积窝结构钢板表面需要堆焊耐磨合金层范围内的铁锈、氧化物和油污等杂物直至露出金属光泽。采取二氧化碳气体保护焊,进行直流反接,调节焊接电流、焊接电压、焊接速度,开始堆焊耐磨合金KB998,堆焊层数为一层,厚度为5mm,焊接过程中可以适当调整工件位置,使操作者始终处于便于堆焊的位置。在焊接过程中不要在有风通过的地方进行焊接,以免造成合金层冷却过快,易使焊接表面出现裂纹。焊接时后面的焊道一定要熔接前道焊道的1/2~2/3,确保焊接耐磨合金层的厚度大于5mm。焊接完成后,自然冷却,避免水、风引起的冷却速度过快而使焊接表面出现裂纹。焊接过程中要进行检查,对于不合格处应及时进行修复焊接,确保堆焊耐磨合金层的质量。
4 布料溜槽焊后检查
焊接完成后,对堆焊表面进行了肉眼检测,表面无缺肉等焊接缺陷,并进行了表面硬度的检测,洛氏硬度为60~63 HRC,表面硬度符合技术要求,检查为合格。
5 结语
布料溜槽采用北京固本KB998耐磨焊丝进行焊接,溜槽积窝结构表面堆焊质量完全合格。在运行期间溜槽使用寿命达到12个月以上。实践证明此次焊接是成功的,对国内同类型设备的焊接修复有较好的借鉴作用,可以为以后焊接此类的高炉溜槽提供实践经验。





- 求川仪PAS-100的组态软件安装...
 [742]
[742] - 自动化设备程序硬件设计承包[354]
- 施耐德电气m340plc高速计数器...[839]
- 东元伺服报警AL05[1566]
- ABB机器人零点校准如何进行求...[1270]
- 增量式编码器HTL和TTL的区别...[6072]
- 自动化供水控制,求助会编程[808]
- IBAPDA数据采集[774]
- 怎样消除高频对PLC和伺服的干...[1049]
- o海泰克触摸屏pws3260的程序...[752]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
