(已结贴)工控PLC擂台第92期-PLC的功能问题 点击:753 | 回复:19

本期擂台为征集题:
什么样的系统才能真正的体现出了PLC的功能?
PLC介绍类型任意选择,回答的最好最完全的,原创最多,阐述最详细,程序越准确者获一等奖!
工控PLC擂台每周一期,本期待92期结束一周后结贴。奖项设置:一等奖1名:50MP,二等奖5名:10MP,三等奖10名:100积分。
MP介绍:gongkongMP即工控币,是中国工控网的用户积分与回馈系统的一个网络虚拟计价单位,类似于大家熟悉的QB,1个MP=1元人民币。
MP有什么用?兑换服务:以1个MP=1元来置换中国工控网的相关服务。 兑换现金:非积分获得的MP可兑换等值现金(满100MP后、用户可通过用户管理后台申请兑换)。





可定义:编程逻辑控制器(Programmable Logic Controller,PLC),它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。 最适合它的系统是什么呢?个人意见,
SCADA(Supervisory Control And Data Acquisition)系统,即数据采集与监视控制系统。SCADA系统是以计算机为基础的DCS与电力自动化监控系统;它应用领域很广,可以应用于电力、冶金、石油、化工等领域的数据采集与监视控制以及过程控制等诸多领域。

从最近几年做的工程来看;个人觉得水利闸控自动化系统还是比较能体现PLC的功能的;
咋们一般用到电源模块,CPU模块,IO模块,模拟量模块,以太网模块;
-----------------------------------------------------------------------------------------------
下面截图一个简单螺杆启闭及的控制;(西门子200PLC系列)
用到掉电保持地址;
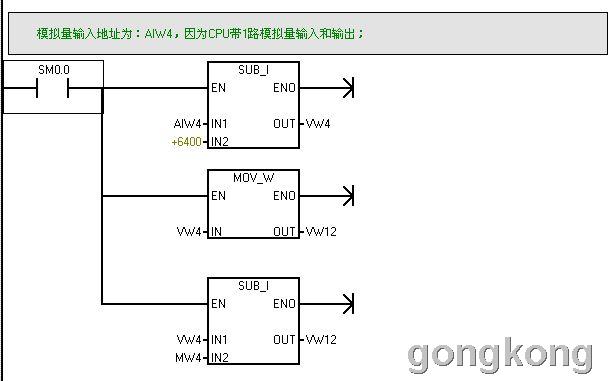
下图是一个整体的程序图:

这是模拟量截图:实现标定功能,4-20MA信号标定为需要的数据;
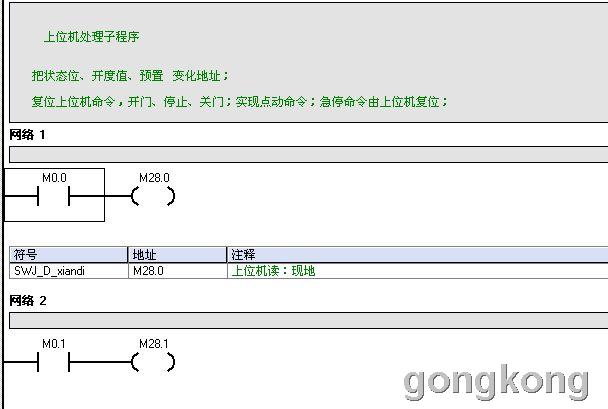
下图是程序中处理与上位机地址:
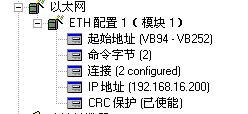
下图是以太网生成的系统:

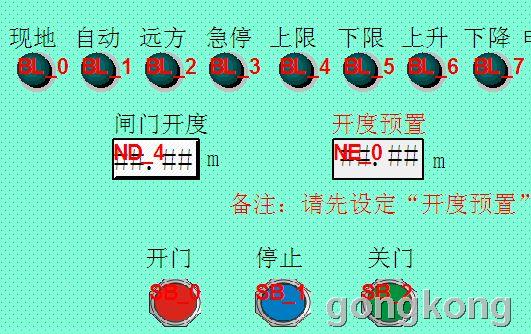
下图截取人机对应的画面:自动方式可以进行操作:
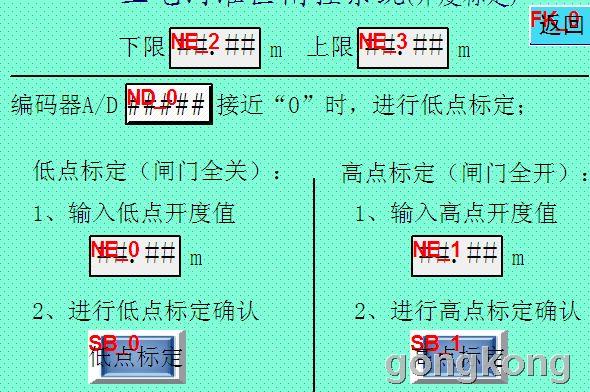
下图可以进行数据设定及标定:
 虽然是小项目但是基本功能实现,体现了PLC的基本常用功能;
虽然是小项目但是基本功能实现,体现了PLC的基本常用功能;
来个设备外面图;






PLC原意就是可编程逻辑控制器,它是因逻辑控制而产生的,毫无疑问它的强大功能自然而然就是实现逻辑控制了,现在使用PLC大都是实现程控和顺控,小的系统使用小型的PLC,大型程控系统就使用大型PLC,小型系统一般控制逻辑比较简单,程序也不是很大,对于网络要求也不高,所以使用微型和小型PLC就可以实现自己的控制任务,而大型的程控系统控制逻辑就比较复杂,程序也比较庞大,要求实现分散控制,集中管理,对网络的要求也是非常高的,只有使用存储容量大,运算速度快的,网络功能强的中大型PLC,才能够实现自己的控制任务。同时不同的应用场合也要选择不同类型的PLC,比如控制要求比较高的场合,要求使用性能好的高端PLC,这样才能保证设备的正常稳定的运行,我是热电企业,现场使用了不少的PLC,都是逻辑控制,如:输煤程序控制系统使用的是MODICON的昆腾PLC,输灰程控系统使用的是AB的SLC500PLC,除尘程控系统使用的是西门子的S7-300PLC,还有一些控制设备使用的微型和小型PLC,有三菱的,有欧姆龙的,还有北京和利时的,处理的大都是数字量,实现也都是逻辑控制。
虽然现在PLC也开始处理连续的控制,但还是存在弊端,远不如DCS系统,这是由它的基本原理决定的,本质不可改变的,所以我认为PLC强大的功能还是表现在逻辑控制上,这是不可更改的事实,PLC的软硬件发展还是应该致力于逻辑控制方向,连续控制只能作为它的辅助功能。


一方面,PLC网络系统已经不再是自成体系的封闭系统,而是迅速向开放式系统发展,各大品牌PLC除形成自己各具特色的PLC网络系统、完成设备控制任务之外,还可以与上位计算机管理系统联网,实现信息交流,成为整个信息管理系统的一部分;另一方面,现场总线技术得到广泛的采用,PLC与其他安装在现场的智能化设备,比如智能仪表、传感器、智能型电磁阀、智能型驱动执行机构等,通过一根传输介质(比如双绞线、同轴电缆、光缆)链接起来,并按照同一通信规约互相传输信息,由此构成一个现场网络,这种网络与单纯的PLC远程网络相比,配置更灵活,扩展更方便,造价更低,性能价格比更好,也更具开放意义。二是PLC操作向简易化方向发展。目前PLC推广的难度之一就是复杂的编程使得用户望而却步,而且不同厂商PLC所有编程的语言也不尽相同,用户往往需要掌握更多种编程语言,难度较大。


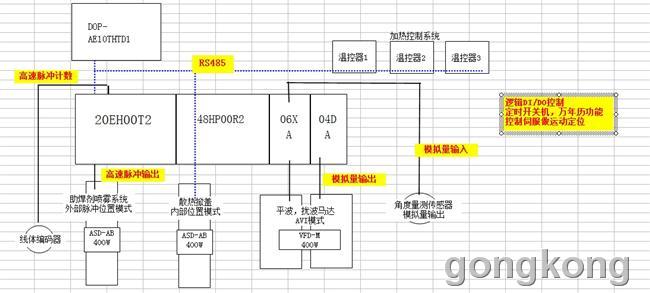
锡炉控制系统,比较全面的体现了PLC的一些功能!
1。通讯功能,与人机通讯,参数传递;
2。运动控制,控制400W伺服,针对不同宽度的PCB,选择不同喷雾宽度,防止助焊飞洒到设备上;
3。高速脉冲,同上;
4。高速计数,线体转轴上装有编码器,脉冲给PLC计数,用来计算PCB移动位置,来定位喷雾机什么时候开始喷雾;
5。模拟量输出,通过模拟量输出,控制变频器输出,来控制马达转速,调整锡波高度;
6。模拟量输入,高度侦测装置,输出模拟量到PLC,反应现在轨道角度,以便调整合理角度,改善吃锡效果;
7。正常IO控制,控制各个功能件开关,及传感器信号输入;
8。万年历功能,设定定时开机(锡炉化锡时间一般3小时),定时关机,以便节假日,设备正常运行,节能。







在以上原有的基础上,不断增加集合,更高强度的稳定性,以及各种通信模式的集合,编程的人性化,简易性和控制精度的精准性。

- 怎样学习PLC编程
 [8131]
[8131] - 亿万电器网FTP怎么不能正常登...[14841]
- 0.1秒摧残任何版本威纶禁止反...[13044]
- 什么PLC支持C语言编程?[26466]
- PLC控制变频器[8780]
- PLC一通电就有输出是什么问题...[7217]
- 新型可编程序控制器 PCC [7707]
- 这个就是典型的会用温控表做...[8835]
- S7-300plc模拟量处理教程与实...[7797]
- 盘点最有影响力的十大国产PL...[9372]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
