水基润滑剂在不锈钢拉深中的应用 点击:306 | 回复:0

不锈钢薄板在拉深变形过程中,由于工件与模具表面存在相对移动,在一定压力的作用下会产生粘附现象,造成产品表面出现划痕和模具表面出现“粘结瘤”,这样就容易使制品表面划伤、起皱、甚至开裂,也降低了模具的使用寿命。因此,在拉深不锈钢时为了减少模具与拉深件之间的摩擦,提高拉深变形程度和减少拉深次数,必须使用润滑产品,以在模具与材料间形成一层坚固的润滑液薄膜,阻止板料与模具发生直接接触而出现拉深缺陷,提高模具使用寿命。采用适当的润滑剂对拉深有明显的效果。润滑剂能够在凸、凹模之间形韧性和延伸率的薄膜,因而有利于拉深成形。可以说在其它条件满足拉深工艺的前提下,润滑的好坏,将直接影响拉深力、模具寿命和制品质量等,甚至会成为拉深工艺成败的关键。
一、原生产工艺的弊端
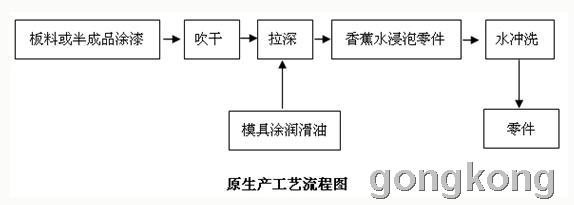
在拉深不锈钢产品时采用的原生产工艺流程如下图所示。拉深前先在不锈钢板料或拉深不锈钢半成品上涂过氯乙烯防腐漆,以形成保护膜,然后用风扇吹干,以防清漆结块;在拉深模上涂植物油以起到润滑作用,然后拉深。拉深成形后将拉深件放入香蕉水中浸泡3 h左右,后用清水冲洗。此生产工艺主要存在以下弊端:
1、产品返修率高
使用防腐漆保护零件表面,因漆结块在工件表面易出现漆垫坑及划痕,难以满足对不锈钢拉深产品表面光滑,无划伤垫坑的技术要求,生产的零件需要修复,严重的甚至导致报废。
2、生产效率低
防锈漆保护零件表面时需吹干,要另在模具上涂润滑油,拉深后产品需放入香蕉水中浸泡,再用清水冲洗,工序多,生产效率低,进一步增加了制造成本。
3、环境污染大
防锈漆及香蕉水具有刺鼻的气味,含有危害人体健康的甲醛等有害物质,劳动条件差,易燃、安全性差,环境污染大,直接危害工人的身体健康;拉深后清洗零件废液达不到直接排放标准,需处理后方可排放,增加了废液处理费用。
二、不锈钢拉深所用润滑剂的种类
种 类 | 优 点 | 缺 点 |
矿物质油 | 1.在工业中被广泛的认可和使用 2.氯和硫是极限压力时非常有效的润滑添加物 3.通常保持工件湿润,使用中工件粘着不严重 | 1.落后的技术,研发方面没什么进展 2.难于混合,为不稳定的乳状液 3.含有害和易燃成份 4.难于清洗和直接焊接 5.处理费用增加 |
可挥发性油 | 1.可从工件上挥发 2.清洗简单 | 1.易燃、有毒 2.造成严重的皮肤病 3.对工具的保护作用小 4.不是完全的消失 5.超过了空气中对VOC量的限制 6.大大增加了车间里VOC 的含量 |
硼化皂基干膜 | 1.冲压时与润滑油混用或单独使用 2.非常有效的润滑产品 | 1.在模具上产生堆积物 2.在冲压处产生硼砂颗粒 3.清理模具时增加额外的花费 4.清洗时产生泡沫 5.在潮湿环境或遇到润滑剂时会变软、变粘 6.在废水中被错误的当作重金属 |
皂基化合物 | 1.通用的工具保护产品 2.价格低 3.稀释后仍然有效 | 1.十九世纪三十年代的技术 2.不含EP添加剂 3.色素附着在工具上,冲压部位易产生粘结现象 4.工件表面粘度大 5.对软金属造成腐蚀 6.清洗时产生泡沫 |
三、新拉深润滑剂应用—水基润滑剂
1、对润滑剂的品质要求
模具与产品间的相互作用及拉深件的塑性变形,将产生大量的摩擦热和变形热。热量如不及时散发出变形区,将使润滑剂的粘度降低,润滑膜变薄,造成模具与产品直接接触,致使制品表面被划伤,严重时产品被拉破报废。因此,拉深用润滑剂必须具有良好的润滑性及散热性。针对不锈钢薄板的拉深成形过程摩擦特点,对所用润滑剂有如下要求:
(1)具有优良的润滑性、拉深抗磨性能和优良的粘温性能。
(2)能对板料和模具起到冷却和降温作用。
(3)应便于涂覆和清洗。
2、水基润滑剂的发展
由于水基润滑剂具有干膜润滑液所不能的很多优点,20世纪70年代初中期以来,各国都在研究水基拉深用润滑液,仅美国专利局、日本专利局以及欧洲专利局就已授予近百项水基润滑剂(water-based lubricant)专利权。
创建于1941年的美国IRMCO公司,1981年发明了可以全面替代传统润滑技术的高效、环保无油水基冲压润滑剂,这是一种高分子聚合物和成型润滑剂,不仅具有无毒性、稳定的化学性、水溶性、易清洗性,而且具有独特的热寻性,高附着力,高润滑膜强度,高抗极压性、高冷却性,高绝热性等优越特性。主要应用于金属工件成型过程中的凸模拉延、冲孔、冲裁、弯曲等工艺,可以完成最难的深冲凸模拉延。“开发先进的润滑技术,大幅度改善用户金属成型的生产过程和工作环境,提高产量,并为环保做出贡献” 是爱美可持续发展唯一驱动力。
3、什么是水基润滑剂
l 安全、环保
l 不可燃、不含油,也不含任何溶剂
l 热敏反熔性化学配方(冲压温度升高时,聚合物向温度高的地方聚集形成更坚固的润滑膜)
l 很薄,但是作用比厚油膜还强
l 真正溶解于水
l 不是常规的皂基润滑剂
4、水基润滑剂好吗?
l 水基的冷却效果好。
l 水可以蒸发,带走很多热。(常压下,只要有水,温度就不会超过100C)
l 稳定的稀释可以保证质量的一致性
l 通过稀释带来真正的成本节省
l 后面的工序中可以节省更多
5、水基润滑剂的性能体现
这里我们以IRMCO(爱美可)水基润滑剂为例,分析一下水基润滑剂在冲压拉穿深工艺中的性能体现:
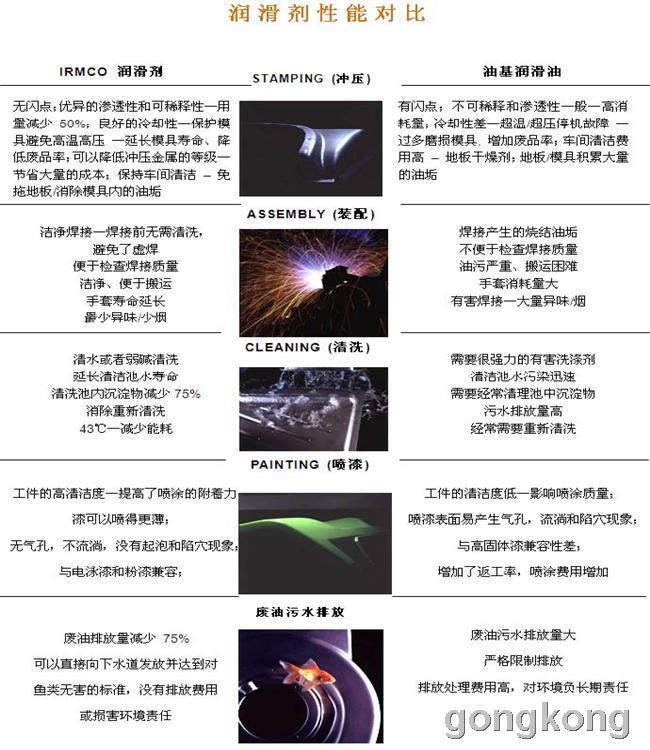
——冲压环节
l 1、用量减少50%
l 2、优异的渗透性和冷却性降低了模具温度延长了模具寿命
l 3、可以降低冲压金属的等级节省大量的成本
l 4、工件表面质量提高,废品率降低
l 5、更快的冲压速度,提高生产效率
l 6、清理模具的频率降低
l 7、更多方面……
——焊接环节
l 1、洁净的工件,易于搬运
l 2、焊接前无需清洗,可直接焊接
l 3、避免了虚焊,便于检查焊接质量
l 4、劳动护品寿命延长
l 5、减少有害气体和异味
l 6、更多方面……
——清洗环节
l 1、清水或者微碱性清洗
l 2、减少75% 清洗用污水排放
l 3、延长清洁池水的寿命
l 4、清洗池内沉淀物减少75%
l 5、消除重新清洗
l 6、常温清洗减少能耗
l 7、更多方面……
——涂装环节
l 1、工件的高清洁度,保证了磷化效果
l 2、无气孔、不流淌、没有起泡和陷穴
l 3、与电泳漆和粉漆兼容
l 4、提高了喷涂的附着力,涂漆更薄
l 5、更多方面……
——清洁环节
l 1、避免工件存放在地板上的油污、油泥
l 2、地板清洁剂、人工费用降低
l 3、擦布、手套费用大幅降低
l 4、吸油垫子等费用降低
l 5、真正无油的工作空间
l 6、更多方面……
l 1、可以直接向下水道排放
l 2、废油排放量减少75%
l 3、没有排放费用或损害环境的责任
l 4、更多方面……
5、实验室数据分析
(1)IRMCO(爱美可)成型能力
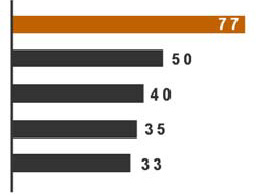
在美国金属精确成型中心的试验,用爱美可液体润滑剂,DP590/600成型钢板,没有任何涂层的模具,深度是直径的2倍,70吨的压边力,金属延展了65-100%(77毫米)。
对比试验还用了其他4种畅销名牌冲压润滑油,没有一种可以到达或者接近爱美可的性能。
精密成形中心-美国俄亥俄州立大学-国际铅锌研究组织(ILZRO)- 资助,成立于2006年7月。
ILZRO组织会员企业, 有共同兴趣的模具厂商, 润滑剂厂商 和汽车工业冲压厂商:
制定指导方针来选择最好的/实用的界面条件(模具,板材和润滑剂),以减少或消除,先进高强度钢AHSS/ 超高强钢UHSS成形过程中磨损。
(2)IRMCO(爱美可)清洗性能
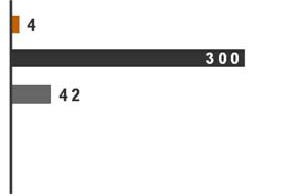
第一列:IRMCO技术
第二列:油基
第三列:其他非油基综合润滑剂
金属清洗试验,水温77○F(25C),清水(不加任何洗涤剂)爱美可比常规的综合冲压油,清洗时间缩短400%,从42秒减少到4秒。而一般水溶润滑油要300秒以上才能洗干净。不仅可以节能减排,还可以节省大量清水,大大提高清洗生产线的效率,减少投资。
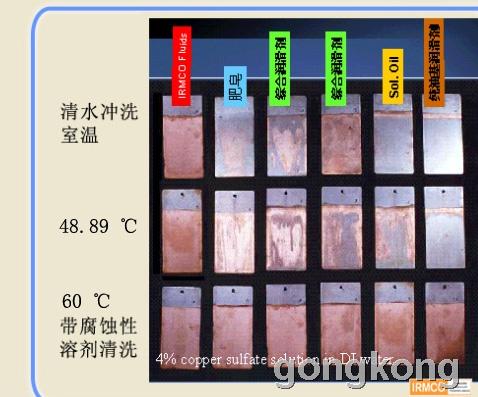
用去离子水配成4%的硫酸铜溶液. 当把钢板放入到硫酸铜溶液中几秒后,铜只会被镀在干净没有油的表面.铜是非常挑剔的,即使象指纹一样轻的污渍也会有所抵触。如果表面干净,钢板上面就会镀上一层均匀的铜色。如果表面不干净铜就不会附着在上面。在这里我们比较的就是IRMCO 产品和不同润滑产品. 最上面一行的钢板采用清水冲洗. 第2行采用120F 的碱性清洗剂. 最底下一行采用 140F 腐蚀性清洗剂. 当我们从左向右看时, 可以看到IRMCO 产品在最左侧,依次是其他的产品.
IRMCO 产品的自来水清洗与温度高的清洗池中的效果是一样的。所有的油类和皂基合成产品用清水无法清洗干净. 大多需要腐蚀性\价格高的清洗才可以完全清洗干净。
常规清洗油基润滑油,需要用高温水和溶剂,或者带腐蚀性的物质来清除积油。
使用量大,会带很多油和土,进入清洗池,需要不断换水。氯化石蜡和有色油脂都很稠,在池底堆积淤泥。而肥皂类的润滑剂会在清洗时产生很多泡沫。
因为积油会很难清洗,清洗时间也要增长。这就会产生一个没有附加值的瓶颈。带进去1-3%的土,就需要换水。
(3)IRMCO(爱美可)毒性测试

目前,在商业展上我们已经用金鱼来阐明我们的环保责任,并被附以‘ Fish Guys’ 的称号。
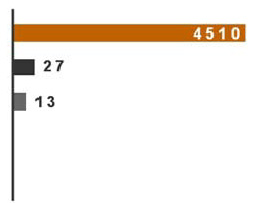
第一列:IRMCO技术 第二列:油基 第三列:其他非油基综合润滑剂
毒性测试:油基产品本身就是有毒的,而且毒性非常大。PPM是个含量单位(100万分之一),试验时间是5分钟,只要有27个PPM的油有可以毒死试验设备里面的所有生物,13个PPM的非油基水溶性产品就可以到达同样的毒性。而IRMCO是4510个PPM才可以。美国环保署认可的水生物急性毒性试验的结果表明,爱美可的毒性比其他综合润滑剂、油基润滑剂相比就是无毒的!!!
急性毒性试验期间一般不喂食,从致毒开始就观察记录动物中毒表现,生理、生化变化和死亡情况,并将观察结果在半对数坐标纸上用内插法或外推法求出动物的LC50或TLm、动物全部死亡的最小浓度(LC100)和动物全部存活的最大毒物浓度(MDT)即最大耐受浓度。
四、结论
传统思维意识下大家总认为润滑剂都是一样的,只有润滑的作用,所以大家往往只关注润滑剂价格,现在事实是传统的油基冲压润滑剂就是只有冲压润滑的功能,后续功能没有任何改善,反而企业还必须为清除这些润滑油而再花费企业大量的人力、物力、财力和时间去清洗、擦拭、打扫、排放甚至外协处理,综合成本并不便宜。





楼主最近还看过
 工控网智造工程师好文精选
工控网智造工程师好文精选
