









有可能是组态的原因有可能是地址的原因有可能是程序丢失的原因有可能是后连接器的原因。。。。最好看PLC里面报的是什么错误信息。
本期擂台为征集题:
一套钢绞线的绞线系统使用的S7 -300 PLC,CPU是315-2DP,系统启动时出现PLC的LED中SF红灯常亮,BF红灯闪烁,开关置于RUN处,PLC处于STOP状态,不能进入RUN状态,重新断电启动,还是不能进入RUN。不知什么原因,请分析一下有哪些原因。
回答的最好最完全的,原创最多,阐述最详细,程序越准确者获一等奖!
工控PLC擂台每周一期,本期待77期结束一周后结贴。奖项设置:一等奖1名:30~50MP,二等奖3名:10MP,三等奖10名:100积分。
MP介绍:gongkongMP即工控币,是中国工控网的用户积分与回馈系统的一个网络虚拟计价单位,类似于大家熟悉的QB,1个MP=1元人民币。
MP有什么用?兑换服务:以1个MP=1元来置换中国工控网的相关服务。 兑换现金:非积分获得的MP可兑换等值现金(满100MP后、用户可通过用户管理后台申请兑换)。
楼主最近还看过
在别的站点看到的
PLC钢绞线的绞线系统中的使用
湘潭钢铁公司的钢绞线生产线是从意大利Frigerio公司引进的,具有90年代先进水平,自动化水平较高。但是如果所设参数不准,就会使布线混乱不整,影响包装质量,有时由于来回倒线,甚至无法开车,给生产和管理带来很多不便。本文介绍成品分包装布线机的PLC控制系统。
布线时,PLC根据布线机上的导线辊偏转角及缠绕收线速度来控制布线机走步的快慢,通过脉冲发生器来计量布线机所在位置,并通过位置来控制布线机运转方向,以达到来回整齐、紧凑布线的目的。布线机采用小功率直流电机带动,通过类似于变频电路的驱动器来控制电机的正反向和速度。
为了在收线轮的两边取得较好的布线效果,并且能快速有效地反向,必须在两头留有一定的自由空间(换向区),通过空间限制迫使线能瞬间换向。在这里不是通过物理极限开关来提供换向信号,而是由用户根据不同线径的钢绞线在布线时的实际效果,来设定4个位置量。在PLC中设定了从左往右的层绕位置(Layer Right),停止位置(Stop Right);从右往左的层绕位置(Layer Left),停止位置(Stop Left)。层绕位置为换向临界位置,停止位置为自由换向区内边界。PLC根据检测到的位置与这4个位置量进行比较来决定布线机的速度,停止与换向。当布线机到达换向临界位置时,为防止钢绞线换向时分叉,布线机加速往前靠近换向区。当布线机到达自由换向区内边界时,停止向前,等待钢绞线自由换向后,形成相反方向最小滞后角后随钢绞线一起往回走。缠绕挂车时,布线机的初始位置在收线轮的左边停止位置,此时从左往右的计数值清零,当从左往右的计数到达Stop Right时,正向布线工作结束(正向:左边→右边);反向同理。从左边→右边→左边为一个来回。换向区的设定值由线径和收线轮的实际长度决定,一般为0.5-1倍线径。当钢绞线到达停止位置后,布线机方可加速往前。换向临界位置的大小可以调节布线机到达停止位置的快慢,防止钢绞线换向后分叉。一个特殊的情况是当要求倒向(钢绞线由后往前变成由前往后或者由前往后变成由后往前)时,布线机必须马上换向往回走,此时收线机和放线机功能互换。布线机的速度必须与收线机的速度保持一致,同时为使线与线之间紧凑,布线机必须相对滞后些,因此在布线机轴线和收线机轴线构成的坐标中,绞线形成一个较小的滞后角。在PLC中设定了所需保持的滞后角参考值,PLC根据布线机上的导线器的偏转角与设定角之间的误差自动调整速度。布线机的速度控制就是为了保持相对滞后角。PLC允许用户在最大值与最小值之间修改滞后角,以取得好的布线效果。
该系统在实际应用中取得了很好的效果。
首先我们要了解这个设备是正在使用的设备还是正在调试的设备,如果是正在调试的设备,可能存在以下问题;
SF:系统故障
具体可能有以下原因:
1. 模拟量模块本身故障,可以查看模块上的状态指示灯哪一个亮,
2. +24VDC电源不正常,查看电缆有无虚接或短路,
3.模块接地线是否良好,
4.模块与机架背板总线是否插牢靠,
5.模块上传感器是否连接错误或者损坏,如短路,接地等,
6.模块331的量程卡插牢靠吗?
7.你的项目程序中的硬件组态正确吗,尤其是型号选择正确吗?
8.相应的组织块OB没有添加等
BF:总线故障故障;
1、检查硬件组态是否一致(和实际的模块)
2、子站的地址、终端电阻是否设置正确
3、检查模块是否损坏等等都有可能产生BF故障。
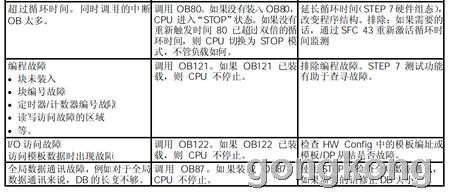
PLC不能够进入RUN状态,很有可能是没有下载OB组织块导致设备停机。
对于西门子PLC的故障判断建议使用西门子的STEP7软件的故障诊断功能,在故障诊断缓冲区内可以查看详细的故障信息这样更利于查找问题。
如果是突然出现的故障,建议你检查一下硬件是否一致、地址、终端电阻、DP是否完好等,还是建议使用软件诊断功能判断问题,这样可以节省查找故障的时间,有些时候可以使用“置换法”判断故障,其实也是一个最笨最有效的方法。
参考下面的一些资料:
STEP 7诊断硬件和网络故障的方法,参考:
http://blog***/more.asp?name=liaochangchu&id=117288
《如何使用OB组织块》:
http://www.ad.siemens.com.cn/download/docMessage.aspx?ID=1271&loginID=&srno=&sendtime=
个人现场故障查处过程分析,有不对请各位拍砖:
1,建议用装好 S7 软件的 PG 连线 PLC 在线查看 PLC 缓冲诊断区的故障信息代码,并查看 HMI 人面界面报警信息,配合分析故障原因,加快排除故障时间.
2 首先 SF 灯常亮,大多是因为外部硬件故障,或是系统软件故障,都会亮,检查 PLC 程序有无丢失。
3,BF 灯闪烁大多是 PROFIBUS 总线故障,可能是 PLC 程序丢失引起或是外部 RPOFIBUS 外部站连接出错,检查站点连接接头及站点有无故障.
4,PLC 有 RUN 重启无效后检查现场各连接 模块 分站有无 SF 红灯亮闪,排除分站故障引直 CPU 停车事件
 [7900][8955][10694][7888][10980][10668][12003][8075][13852][23600]
[7900][8955][10694][7888][10980][10668][12003][8075][13852][23600]


 客服
客服


 小程序
小程序


 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
