台达伺服驱动器维修设定与动作说明 点击:408 | 回复:0

通过手动或软件进行伺服驱动器维修内部参数,定义伺服电动机的控制模式、驱动模式、电子齿轮比、原点回归偏移量、加减速时间、输入输出定义等参数。设定完成后需要进行运转测试和控制参数的优化,使刀架的运转更加高效可靠。固定好刀架,连接好驱动器和电动机后,即可对刀架进行测试和控制参数的优化,具体方法如下:http://www.cncswx.com
1、伺服驱动器维修松开、锁紧接近开关位置的确定。在手动方式下进行松开、锁紧切换,检查刀架松开、锁紧是否异常。确认刀架松开、锁紧没有异常后,分别在刀架松开、锁紧的情况下调整松开、锁紧接近开关与信号块距离,检查松开、锁紧接近开关是否损坏。接近开关与信号块距离应调整为2 mm左右。
2、伺服驱动器维修消除报警。伺服驱动器上电后,检查驱动器是否有AL011编码器异常报警。如果有AL011报警,检查编码器线与伺服驱动器CN2、电动机编码器两端接线是否松脱,重新连接编码器线。若上电后显示AL060报警,则电池盒内电池电量不足,应该立刻更换电池,更换后再进行绝对坐标初始化设定。
3、伺服驱动器维修初始坐标设定。伺服刀架电动机的坐标需要与机械位置吻合,在伺服驱动器与伺服电动机第一次上电时需要设定初始坐标,即一工位确认。否则会出现驱动器输出刀号与实际刀号不符的情况,或伺服驱动器因坐标系统尚未被建立而显示AL06A报警,该警告会在坐标系统设定后才会消失。坐标初始化方式:首先,刀架在一工位锁紧。其次,在驱动器面板上输入参数P2-08=271、P2-71=1,即完成坐标初始化。
4、伺服驱动器维修刀架试运转。在手动模式下进行刀架试运转,检查伺服刀架换刀动作是否正常,并通过示波器监测电动机平均负载率,检测电动机负载能力能否满足刀架的运转要求。如果刀架不转,驱动器显示AL009位置误差过大报警,则检查U、V、W电源线接线是否正确,连接是否良好。若刀架在旋转过程中停止,驱动器显示AL006过负载报警,检查是否由于刀架机械部分阻力过大,导致在刀架旋转过程中电动机外部负载长时间超过电动机额定负载。
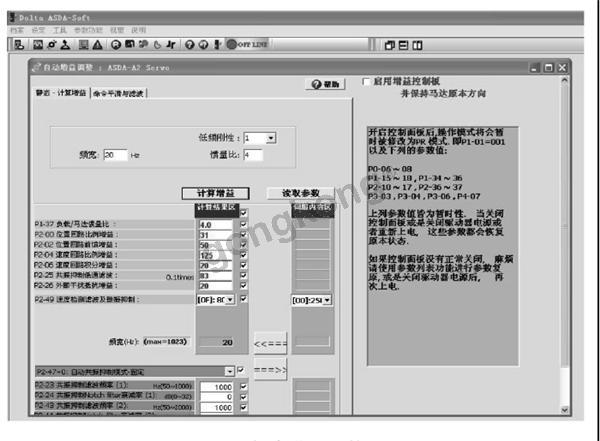
5、伺服驱动器维修控制参数优化。换刀动作实现后,需要对伺服驱动器的参数进行优化。在优化过程中,可使用ASDA soft软件提供的高速实时性的监控示波器工具提取和分析各项实时信息,对电动机的运行进行更确切的调整。对控制参数的优化主要是对位置控制回路增益的调整。提高位置控制回路增益,能够提升电动机对位置命令的追随性。使电动机的运行能够更好地跟随位置指令,减小位置误差量,缩短定位整定时间。位置回路内包含位置控制单元,速度控制单元和电流控制单元。
6、伺服驱动器维修在不开放电流控制单元的增益调整参数,因此调整位置回路增益方法为先设定速度控制单元增益P2-04,然后再设定位置控制单元增益P2-00。位置控制单元增益不可超过速度控制单元增益,建议速度控制单元增益大于4倍位置控制单元增益。
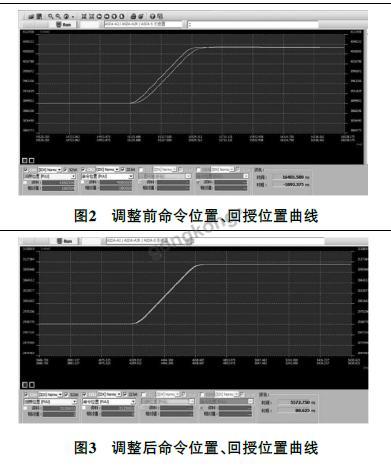
7、伺服驱动器维修未对增益进行调整前,速度控制单元增益和位置控制单元增益为出厂预设值,P2-00=15,P2-04=62,此时刀架启动停止较为缓慢,定位时间较长。逐渐增加位置控制回路增益,观察刀架运转情况和命令位置,回授位置曲线,直至刀架转位启动停止迅速,没有过冲,运转平稳。此时位置回路增益为P2-00=117,P2-04=488。若继续增大位置回路增益,会导致电动机运转时产生振动及噪声,损害电动机。调整前后的命令位置、回授位置曲线如图2、图3所示。





- 三菱FX2N单PLC的多路PID控制...
 [3416]
[3416] - 潜水泵特殊故障求解[1757]
- 欧瑞变频器显示HF[3726]
- 变频器启动时转矩问题[1705]
- 伺服驱动器的更换注意事项[3594]
- 加工中心开机后轴振动异响[2066]
- 电解粉怎么配[1195]
- PID中设置正反作用[1476]
- 伺服电机抱闸接续流二极管[1522]
- 变频器维修经典教程[1500]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
